VW 50105
等级编号:55 53 6 2003年11月
保密:
○c大众汽车公司使用前应对标准的实用价值审核!
3 应用范围与目的
本标准包括软垫覆料的材料质量和部件质量的基本要求
在标准适用于座椅面罩,靠背面罩,帷慢与掩盖用的纺织、针织、编织、粗毛编织的面料。
所要求的数值适用于各种单件测量。
所有的试验均应当在包复状态中进行。
4 特性
软垫包复料,无论是在所含纤维成份方面,还是填加剂方面,例如染料,均必须符合VW 911 01的要求。
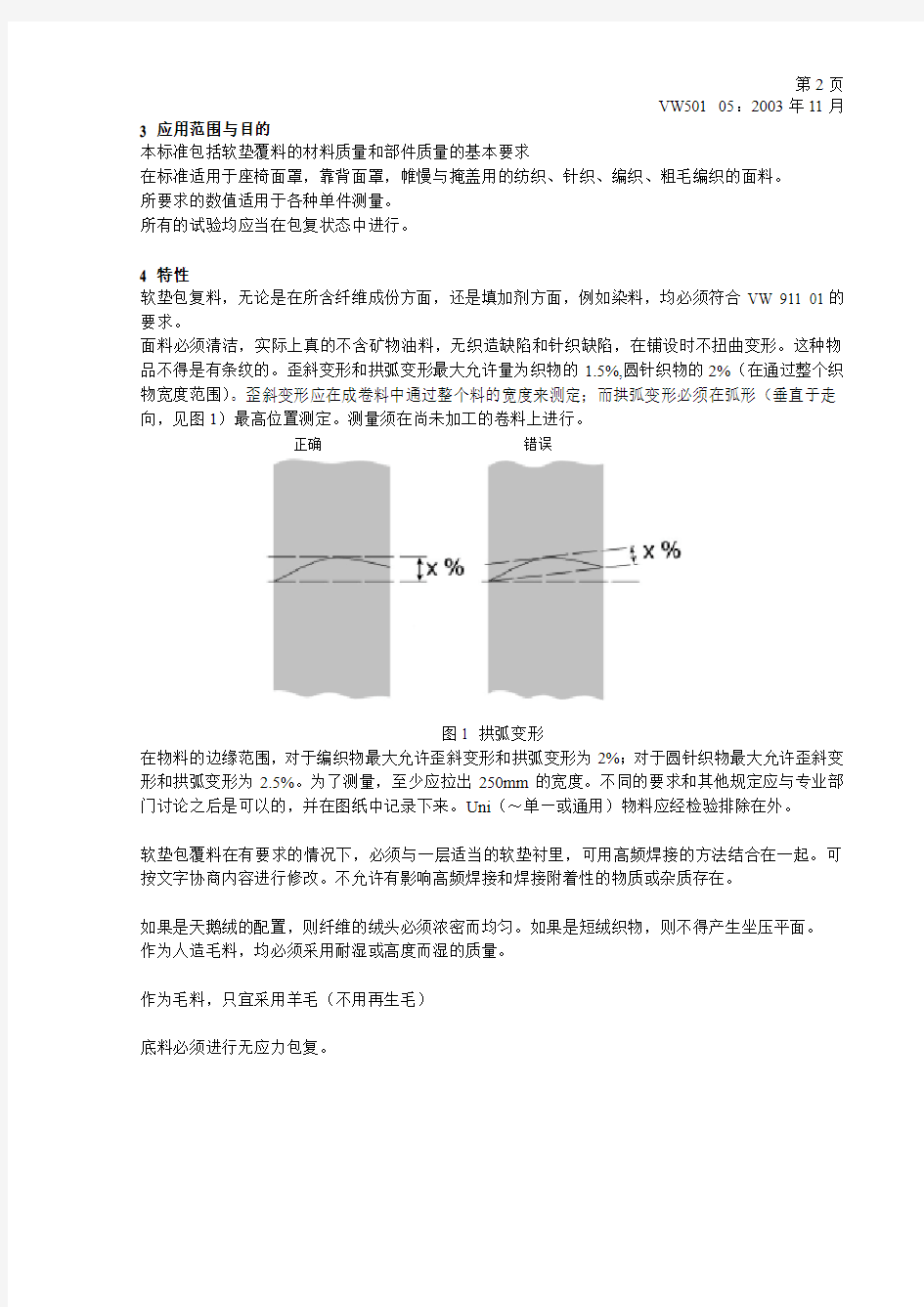
面料必须清洁,实际上真的不含矿物油料,无织造缺陷和针织缺陷,在铺设时不扭曲变形。这种物品不得是有条纹的。歪斜变形和拱弧变形最大允许量为织物的1.5%,圆针织物的2%(在通过整个织物宽度范围)。歪斜变形应在成卷料中通过整个料的宽度来测定;而拱弧变形必须在弧形(垂直于走向,见图1)最高位置测定。测量须在尚未加工的卷料上进行。
正确错误
图1 拱弧变形
在物料的边缘范围,对于编织物最大允许歪斜变形和拱弧变形为2%;对于圆针织物最大允许歪斜变形和拱弧变形为2.5%。为了测量,至少应拉出250mm的宽度。不同的要求和其他规定应与专业部门讨论之后是可以的,并在图纸中记录下来。Uni(~单—或通用)物料应经检验排除在外。
软垫包覆料在有要求的情况下,必须与一层适当的软垫衬里,可用高频焊接的方法结合在一起。可按文字协商内容进行修改。不允许有影响高频焊接和焊接附着性的物质或杂质存在。
如果是天鹅绒的配置,则纤维的绒头必须浓密而均匀。如果是短绒织物,则不得产生坐压平面。
作为人造毛料,均必须采用耐湿或高度而湿的质量。
作为毛料,只宜采用羊毛(不用再生毛)
底料必须进行无应力包复。
5 化学处理
不允许上浆,浸渍化学防腐剂和增重。
在个别情况允许有所不同,例如使用一种硅酸基的可改善纱抗滑性的浆料,或者必要时使用必要的Avivage(查无此词,疑似上光剂的产品名—译注),但不得使软垫覆料的手感死板。
面料中不得加入对光耐褪色性、附着性和放射性有负面影响的有机物和无机物。例如,属于此类物的有作为阻燃添加物的磷酸衍生物。
6 标记
卷料的背面必须根据规定具备明显的标记,(生产厂家、批料编号等),标记不得对上料有不利影响。
批量编号应相应地统一(印迹之间的距离最大350mm)。
7 材料数据
7.1 材料
总体结构按照供货技术条件,图纸或认可内容
上料按供货技术条件,图纸和认可内容
泡沫材料1):
乙醚—聚氨酯—泡沫或
(Ether-PUR)
开口蜂窝状的乙醚聚氨酯泡沫,
体积密度为(40±5)kg/m3或按说明,
有遮掩火焰功能,
可用高频焊接(在需要时),
耐水解;
抗老化;
或按相应的图纸说明与认可内容
所用泡沫的种类与颜色,应与当时的检测实验室和专业部门商定。在样品送检时,应说明泡沫的生产厂家、泡沫的型号与总重量。
底料按供货技术条件TL487或按说明。
7.2 单位面积重量
按照供货技术条件,图纸或认可说明(参见第10.4节)
分别按照面料、底料和总重量给出各自的公差。
7.3 纱线数据
面料与底料(按经度与纬度分开)
织物经纬密度/单位筛孔数
纤维种类
纱线夹入物
纱线支部
8 质量特征
8.1对洗涤剂的特性
软垫覆料必须能够用水溶去污剂和用一般的有机溶剂(例如洗油)清洗,而不会形成周围留下一圈痕迹)
在用白色浸汽油的抹布作清洗试验时,在未经使用过的物料上不得显出颜色变化,抹布上也不得染色。
8.2 沾污与洗涤性能
8.2.1 针对沾污与洗涤的性能 试验按PV 3356进行
颜色测定按VW 501 90进行
8.2.1.1污染性能
表1
按照供货技术条件、图纸或按认可内容和/或认可内容和/或认可的样品
8.2.1.2洗涤性能
表2
8.2.2 起毛性能
对于天鹅绒,人为粗糙的表面和绒状材料,按照PV3360。
清洗前的纤维附着性为≤2分
清洗后的纤维附着性为1分
清洗试验次数≤8
8.2.3 水渍敏感性
不得形成水“河落印”(参见第10.9节)
8.3 放射性
参见VW 501 80和内部实验室的第3211号应用规程,取样通过整块织物,但至少要离开边缘10cm。
8.4 材料的要求
2)见第4页
3)在包复软垫覆料中,针对面料和总体结构
4)使用条件:允许≥350N,由订户规定
5)只在含人造纤维的软垫覆料中有效
6)在已包复软垫覆料中,连同泡沫材料一同曝光,抗断强度只对面料要求。
7 厚绒编织物中,长度≥60%,宽度>55%
8 麻袋套的接缝强度≥400N
9不允许在受载之后接缝撕开或有明显的接缝张口。
10)静态延伸宜作软垫覆料开发的标准值,在与专业部门和加工者的合作下,定为适用于各种软垫材料,即使在临界部件中也必须具备可加工性,静态延伸被定为额定尺寸含系列公差(例如结构样件的批准/图纸),批开放的过程能力应予证明,本规定也适用于第2供货商。
11)适用于侧面安全气囊:长度(10±3)%,宽(10±3)%
12)绒头织物不作此试验。
13)只用磨擦介质1(粘胶纤维/亚麻布)
14)如果泡沫材料的包复层≥4.5mm,则泡沫材料借助适当的切割器具(UAF470型通用快速分裂机,斯图加特Fortuna 工厂生产,切除残余厚度至2+0.5mm。
如系天然混纺织物,可商定为挤压力为10N,重量损失≤0.3g .
15)利用肖勃代尔或马丁代尔耐磨试验机进行试验之后,为进行耐磨性能的鉴定,在所要求的磨搓转换次数内,不接受以下缺陷:纱线中断起球、严重起毛、绒布心部磨露,磨得发白。
16)“抽样”目视鉴定
17)见注脚12)
18)负载重量(795±7)g为插具与试样架重量。
9 编织物的静态延伸
参考值适用于开发,参数由专业部门确定
10 试验说明
10.1 试样的准备
试样在试验之前,须至少在常温气候条件下(DIN EN 20 139-20/65的规定)存放24小时。
10.2 抗断强度
试样在每5cm的地方取一试验值
按照DIN EN ISO 13 934 –1的规定,做条带拉力试验,进给速度为每分钟100mm,夹紧长度(测量长度)为100mm以此测定抗断强度
10.3 抗分离强度
每5cm试样宽度取一试验值
按照DIN 53 357规定进行试验,并测定抗分离强度。在计值评价时,不仅要取峰值,还要包括所有的分离力分散范围。
10.4 单位面积重量
试验按照DIN EN 29 073-1与DIN EN 12 127规定进行。
单位面积重量,至少要在面积为100cm2的5个圆形式样上进行测定,它们的取样,分布在整个料宽范围。
10.5 染色牢度
将大约面积为25cm2的试样浸入2cm3的消电离水中,放在滤纸(Schleicher & Schüll,Blauband 5893产品)和两块玻璃板之间,加以5公斤的重量持续一小时。然后,按照DIN EN 20 105-A03规定,利用灰色标度对滤纸就染色性进行鉴定。
抗磨(磨擦脱色仪试验)染色牢度的测定,利用ECE—棉织物按照DIN EN ISO 105-x12进行
利用DIN EN 20105-A03 的灰色度标,来对织物进行褪色方面的鉴定。
10.6 吸水性
取一块100cm2的圆形试样,将滤纸(Schleicher&Schüll601)浸入水中,接着在两张较宽的滤纸中间,将残存于圆形试样内水分大约7克的多余水抽掉。将该滤纸放在同样大小的被检料子的圆形试样上,并将整体夹在玻璃板中间,在大约4N的负载下,室温条件存放3个小时。
10.7 压力变形残余
该试验只在包复泡沫的软垫覆料中进行,泡泡的厚度≥8mm:
100cm2的试样,加以约100N的负载,持续5个小时,卸载后放置2小时。全部测量以3.5N/100cm2预负载进行。
10.8 气候适应存放
先进行气候适应存放,无负载,90℃与100%相对湿度的情况下存放120小时,然后,在正常气候条件(DIN 50 014-23/50-2)无负载的状态存放16小时。
10.9 水渍敏感性试验
10.9.1 试剂与仪器
脱盐水
可量10ml水的量杯,
按DIN EN 20 105-A02和DIN EN 201 05-A03的灰色度标,用来鉴定1分至5分的颜色和褪色变化(5分:小变化,1分:非常严重的变化)
10.9.2 试样的制作与准备
从被测料子上取样,最低尺寸为500mm×500mm多色料子的取样要做到,每种颜色都能受到检测。
10.9.3 试验的进行
将试样放到一块不透水的基底上,在试样的中间,从尽可能低的高度慢慢滴上10ml的脱盐水,不致于使用流出试样的上边,而能被吸收。
将这样浸润的试样放在室温下(18至25)℃干燥。
待完全干燥后(可通过处理前后的重量测定来控制),借助灰色度标,对照未浸水的表面做颜色变化或染色表象的鉴定,对浅色料子的颜色变化的鉴定用DIN EN 20 105-A03规定的灰色度标;而对深色料子变色鉴定,则用DIN EN 20 105-A02的灰色度标。
11 等效资料
11.1 联合企业的标准
TL487 PA-针织物
TL1010 内饰材料,阻燃性能
PV1200 气候变换试验
PV1303 塑料膜,纺织平面织物,氙弧灯—均匀照射
PV3356 用在汽车内的纺织品软垫材料实际沾污与清洗的模拟
PV3360 软垫材料;起毛性的测定
PV3361 软垫材料;耐磨性和杂质起球性—攀移封闭试验
PV3908 纺织物、地毯耐磨强度
PV3909 非金属平面产品,静态/不动延伸的测量
PV3928 纺织品平面织物内饰,汽车软垫材料上异物起球的测定
PV3946 软垫覆盖材料,接缝强度的测定
PV3955 软垫材料—编织物接缝滑动阻力的测定
VW011 55 一般汽车供应部件
VW501 80 汽车内舱构件,放射性能
VW501 90 汽车内饰件色度学鉴定
VW911 01 汽车部件,燃油,有害物避免,环保内部实验室使用规程NO.3211,对
放射性的要求。
11.2 厂外标准
DIN 50 014 空调装置及其技术应用—标准空调
DIN 51 631 沸点限制汽油
DIN 53 357 塑料面与塑料薄膜的试验,膜层分离试验
DIN EN 12 127 纺织品的检验;编织与针织物上重量的测定
DIN EN 20 105 –A02 染色牢度试验,鉴定颜色变化的灰色度标
DIN EN 20 105 -A03 染色牢度试验,鉴定褪色的灰色度标
DIN EN 20 139 纺织品;试样准备与试验用的标准空调设备
DIN EN 20 073-1 无纺布的试验方法,单位面积重量的测定
DIN EN ISO 105-X12 纺织品,染色牢度试验,染色的耐磨牢度
DIN EN ISO 9237 纺织品试验,纺织品表面结构的透气性
DIN EN ISO 12 947-1 纺织品试验,纺织品表面结构的耐磨试验,马丁代尔耐磨试验仪
DIN EN ISO 13 934-1 纺织品的试验,纺织品表面结构的简单条纹拉力试验
11.3 法律与规章
US法律571.302汽车内饰的易燃性。
大众常用标准汇总
一、焊接标准 VW 01101 类似国标中描述焊接类型并用图例表示的标准。对各种焊接进行了概括的介绍,并规定了各种标准的图示符号,是焊接里很概括的一章。 eg: VW 01103 凸点焊标准(weld projection),图示表示了不同的凸点焊情况,规定了不同厚度的板件 进行凸点焊时凸点的直径、高度等。 eg: VW 01105 点焊标准(spot weld),详细介绍了点焊的设计思想、焊点排布、强度计算和校合,以 及焊接头的布置和形状参考,有图示、查表表格和例题,教科书般的详尽标准。 规定了焊接点的熔深要求、焊接头大小标准、缩印要求。 焊接后表面等级OG1\OG2\OG3的定义。 规定了图纸表注标准。
使用此标准焊接的熔深、劈凿(或者母材撕裂)都以VW01105为认可标准(Acceptance criteria)。实验方法也定义为VW01105,实际上此标准内第3 章有具体的实验标准比 如PV6702等。考虑到VW01105比较全面而且大众认可,所以不把具体的小标准作为 实验方法。 VW 01105-2 针对铝制金属的特殊焊接要求,包括特殊的熔深、劈凿要求。 eg: VW 01105-3 镀锌合金的特殊焊接要求,对焊板、焊接头有比较详细的描述,对校合计算过程有详细介绍,熔深和劈凿依然参考VW01105-1。 VW 01105-4 针对大厚度钢和高强度钢的焊接标准,介绍了特殊的技术要求和过程控 制。介绍了“焊接强度——焊接时间”图,介绍了标准的图纸表注方法。 eg:
VW 01106 弧焊、二氧化碳保护焊、熔焊标准。规定了图纸标注的标准。详尽规定了不同钢板焊接时的要求和标准,图例表示了各种焊接情况下焊缝的形式。介绍了应力计算标准、 涂层材料。规定了不同钢材焊接时焊缝的评估标准。认可标准和实验方法均为VW 01106。 eg:
大众汽车标准_VW_10500
n t i s s u e p r i o r t o u s a g e . N o r m v o r A n w e n d u n g a u f A k t u a l i t ?t p r üf e n / C h e c k s t a n d a r d f o r c u r r e T h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e . I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n . Confidential. All rights reserved. No part of this document may be transmitted or reproduced without the prior written permission of a Standards Department of the Volkswagen Group. Parties to a contract can only obtain this standard via the responsible procurement department. VOLKSWAGEN AG Q U E L L E : N O L I S
Page 2 VW 105 00: 2003-11 1 Scope This standard includes notes on the use of the company designation and the corporate wordmark "Volkswagen AG" and provides an overview of the identifications used for vehicle parts. 2 Company designation, wordmark designation 2.1 Company Company designations, such as "Volkswagen Aktiengesellschaft", are registered and legally protected company codes. In general, they identify factories, services, objects, information, memos etc. as belonging to a certain company. 2.2 Wordmark of the Volkswagen Group - "Volkswagen AG" The wordmark "Volkswagen AG" is the exclusive Group brand. This brand is a registered trademark of Volkswagen AG and legally protected as such. It serves for identifying the origin of products and services produced by Volkswagen AG. It aims to symbolize both the unobtrusive self-image and the international importance of Volkswagen AG. 3 Overview of vehicle parts identifications1 3.1 Logos - VW 105 14 Logos acc. to this standard shall serve to identify original parts and to exclude unjustified claims in the case of product liability. 3.2 Country of origin - VW 105 50 Identification with the country of origin shall be based on existing laws and customs regulations. 3.3 Manufacturer’s code - VW 105 40-1, VW 105 40-7 Identification with the manufacturer’s code shall serve to identify the vehicle part manufacturer in the event of damage or product liability as well as the retraceability of parts. 3.4 Part number (drawing number) - VW 010 98 The identification of vehicle parts with the part number establishes the connection to the drawings and makes them easy to find in the spare parts areas and repair workshops. 3.5 Date marking - VW 105 60 Date marking is required to fulfill official requirements, to sort goods acc. to their indates and, in the event of damage, to ensure that the parts can be retraced. 1 Notes for application, examples of entries, dimensions, etc. are provided in the standards named in Section 3.
大众标准
大众 集团标准TL 52440 版本:2009.04 类别编号:55121 描述:聚酰胺6-GF,PA6,玻璃纤维增强,注射成型,吸管,PA6-GF30,PA6-GF35 PA6,玻璃纤维增强,已完成部分 材料要求2011年9月 2种类型:没有附录,A 以下内容增加到2009年4月的版本中 注意增加的使用限制。不适用新设计和 图纸改变 之前版本由以下代替: TL 52440::1996-01,2002-10 VW50134-PA6-7-A VW50134-PA6-8-A 标准部门EKDV,1733 改动 与TL 52440:2002-10比较,以下内容有改动: --粘度测量取消 --延伸裂缝敏感度增加 --抗老化测试修改 1 范围 该供货技术规范(TL-德语缩写)规定了组成PA6-GF30或PA6-GF35等部件的吸管的材料要求。 2 描述 关于35%玻璃纤维增强的描述例子: PA6-GF35按TL 52440-A 3 要求 3.1 主要要求 首次供货和更改的批准按VW011 55. 放射性按VW 501 80(如果图纸中有要求) 抗大气腐蚀性能按VW 501 85(如果图纸中有要求) 避免有害物质按VW 911 01 为了全面、彻底地检验,需用5个成品部件 3.2 物理特性 这些成品部件的内里、外表都不得有诸如流淌线、收缩孔、裂纹之类的缺陷和加工上的
缺点。在肋条和加强处如果有缩孔,也只有在成品部件的功能未受其损害时才是容许的。成品部件必须可以实现完美无缺的装配。玻璃纤维受其损害时才是容许的。成品部件必须可以实现完美无缺的装配。玻璃纤维在材料中的分布必须十分均匀,使得成品部件在其三个不同部位上取出的试样中,相互之间玻璃纤维含量之差不大于1.0% 3.3制造方法 注射成型法 3.4规格 —TL 524 40聚酰6含增强玻璃纤维30% —TL 524 40-A 聚酰胺6含增强玻璃纤维35% 3.5标记法按VDA260 —TL 524 40 >PA6-GF30< —TL 524 40-A >PA6-GF35< 3.6预处理 单项试验所需要的试样,在试验之前,至少要在ISO554-23/50规定的标准气候中预处理72h 3.7测试结果的评估 所取得的数值要适用于成品部件每次单项测试和成品部件的任何部件。 4材料要求 4.1材料 见6.1,聚酰胺6,热稳定化的,玻璃纤维增强 4.2玻璃纤维含量按DIN EN ISO 1172 —TL 524 40(30±2)% —TL 524 40-A(35±2)% 4.3颜色 按图纸 5性能要求 见表1 表1
大众汽车集团常用的缩写词和概念
大众汽车集团常用的缩 写词和概念 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
大众汽车集团常用的缩写词和概念 H?ufig verwendete Abkürzungen und Begriffe im VW – Konzern LH Lastenheft (S?mtliche Unterlagen zu einem Projekt) 要求汇总书(一个项目的所有资料) TPB Technische Produkt – Beschreibungen ( Zeichnungen, TL usw.) 技术产品描述(图纸,技术供货条件等等) DKM Daten – Kontroll – Modell ( Urmuster 1:1 für die Form) 数据控制模型(汽车形状1:1 的基准样车) P P – Freigabe = Planungsfreigabe ( Entscheidung Serieneinsatz ) P 认可 = 计划认可(决定投入批量生产) B B – Betriebsmittel) B 认可 = 采购认可(对生产手段的投资认可) D D – Freigabe = Dispositionsfreigabe ( für die Nullserie) D 认可 = 零件生产和供应认可 (为零批量) BMG Baumustergenehmigung 产品工程性能检查认可 EM Erstmusterprüfung 首批样件检验 ,也称首批样件认可(Bemusterung ) EMPB Erstmusterprüfbericht , Erstmuter für die Erstmusterprüfung = Bemusterung; EMPB = Erstmuster – Prüfbericht ( Dokumentation der Prüfungen der EM durch den Liferanten) 首批样件检验报告 (供货厂对其样件检验的文件) LH DKM TPB P B D BMG EM+EMPB 2TP PVS
大众标准中文版
大众汽车 集团标准TL 244 2010年12月版 分类号:50223 关键字:锌,镍,钝化处理,密封,无Cr(VI),防腐蚀,表面保护 锌/镍-合金涂覆层 表面保护要求 旧版本 TL 244: 1987-10, 1992-05, 1993-11, 1995-12, 2002-05, 2004-12, 2006-08, 2007-02 变更 相对于 TL244: 2007-02 版本,作了如下更改: --补充了热处理后零件的抗拉强度≦ 1200Mpa 部分; --添加了 Ofl-r647 和 Ofl-r648 两种涂覆方法; --原表 2 中关于含铬的表面保护类型已删除; --添加了图 1 和图 2; --添加了 PV 1209,PV 1200 和 PV1210 三种测试依据; --镀层表面形态的要求有所增加; --镍的上限值有所改变; --原第 4 条关于镀层厚度的测量的内容加入到部分; --原部分的要求有所改变; --参考标准有更新; --标准重组。 1 范围 本标准规定了抗拉强度为 Rm≦ 1000Mpa(按 VW 137 50 的特征字母 r)的铁材料和钢制件上的电解离析和无Cr( VI)后处理的锌/镍合金涂覆层的要求。此外还定义了抗拉强度值大于 1000Mpa时的应用极限。 本标准定义了合金涂覆不适用于抗拉强度 Rm>1200Mpa 和表面硬度>370HV 的钢制件。而且适用于抗拉强度值在 1000Mpa 和 1200Mpa之间的钢制件时,必须按 DIN EN ISO
4042 作热处理。 这些当作坚固防腐层(稳定等级为 6)的涂覆层,亦特别适用于除了腐蚀负荷增加和温度负荷增加至150°C(例如:发动机室和刹车系统)之外的部件以及螺栓拧紧系统。银色涂覆层(例如:Ofl-r642,Ofl-r643,Ofl-r645和Ofl-r647)特别适用于导线连接(接地线连接)。 这些涂覆层特别适用于内部传动的紧固元件,以避免附加的施力作用。 另外,鉴于其电化相容性,这些涂覆层尤其适用于与铝材料的连接(但不适用于与镁材料直接连接)。 Ofl-r647 和 Ofl-r648 特别适用于表面处理后会发生塑性变形的从动元件。(如管道系统、拉钉、拉帽、打孔螺栓) 2标记方法 参见VW 137 50,第2 章节。 3 技术要求 表面防护类型 表面保护类型见表1: 表1
大众检具标准(资料)
大众检具标准(资料) 检具和测量支架技术要求 1. 概述 检具: 检具是冲压件和焊接件等在线检测检验夹具的简称,与其它文件中提到的样架具有相同的意义。检具是一种按需方特定要求专门制造的检测工具。检具的形面必须根据零件的CAD数据铣削加工,能体现零件的所有参数,对零件进行定性检测。对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。检具还同时应具有测量支架的功能,但是当检具的在线检测功能与测量支架功能不能同时满足时,应首先满足检具的在线检测功能。 测量支架: 测量支架是用3D测量机测量冲压件和焊接件时的一种辅助支架,其所有的支撑面(点)和定位基准面(点)均必须根据零件的CAD数据铣削加工,有些特殊零件的测量支架还应具有部分检具的功能。 1.1 检具和测量支架的设计、制造和验收应以产品图纸和主模型(或CAD 数据)为基准。当零件无主模型(或CAD数据)时,应以产品图纸和经SVW认可的样件作为依据。 1.2 检具和测量支架能够根据有效的产品图纸和主模型(或CAD数据)来合理地测量零件的所有参数,借助于三坐标测量机能对检具和测量支架进行校验和鉴定。 1.3 在正常的使用频率和良好的保养维护情况下,应保证检具和测量支架与其相对应的压延模具或焊接夹具有相同的使用寿命。 1.4 检具和测量支架的设计原则按VW 39D701,技术要求按VW 39D702。 2. 结构 2.1 材料选择:(按VW 39D721) 2.1.1 轮廓(外形)表面: 大、中冲件:由可加工的树脂材料组成(如CIBA 5166/XB5166) 小冲件:铝合金 2.1.2 检具骨架: 样架:铸铝合金。 测量支架:铸铝合金或模块式装配结构。 2.1.3 基准块:与检具骨架一体加工、制造。 注意:供货商应该向SVW提供2.1.1和2.1.2中使用的材料说明报告。 2.2 骨架和底座结构 2.2.1 构造的骨架必须具有足够的强度和刚度。 2.2.2 基准块平面度要求0.05毫米,垂直度要求在1000毫米内不得大于0.05毫米。 2.3 基准孔 2.3.1 检具上必须设置两个基准孔(按VW标准39D733,39D734)。基准孔的间距为200毫米的倍数,应落在汽车坐标系的百位线上。 2.3.2 两个基准孔应设置标识(1号圆孔、2号椭圆孔),并标出坐标值。 2.4 零件定位 2.4.1 用零件的RPS点作为定位,RPS支承面均采用装配式结构。
大众汽车标准
Vertragspartner erhalten die Norm nur über die zust?ndige Beschaffungsabteilung. Confidential. All rights reserved. No part of this document may be transmitted or reproduced without the prior written permission of a Standards Department of the Volkswagen Group. Parties to a contract can only obtain this standard via the responsible procurement department. ? VOLKSWAGEN AG N o r m v o r A n w e n d u n g a u f A k t u a l i t ?t p r üf e n / C h e c k s t a n d a r d f o r c u r r e n t i s s u e p r i o r t o u s a g e . T h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e . I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n .
VW50123大众最新标准TPE
Group standard VW 50123 Issue 2015-09 Class. No.:55154 Descriptors: TPE, TPU, TPO, TPS, TPC, TPA, thermoplastic, elastomer Thermoplastic Elastomers Quality Requirements Previous issues VW 50123: 2000-10, 2005-04, 2007-10Changes The following changes have been made to VW 50123: 2007-10:–Standard completely revised –Applicable documents updated –Standard changed to new layout Scope This standard contains quality requirements for materials that are based on thermoplastic elasto‐mers (TPE) and are intended for motor vehicle components. Parts with qualities that cannot be classified on the basis of this standard require separate Technical Supply Specifications (TLs) or notes in the respective drawing.Definitions Thermoplastic elastomers (TPE) Thermoplastic elastomers are elastomers that have a flow transition at temperatures greater than the application range. These elastomers are multi-phase materials that contain hard and soft segments as blocks in the main chain or hard segments grafted as side chains on flexible base chains. The soft segments form the movable areas necessary for the rubber elasticity. The cross-linked areas of these 1 2 2.1 Always use the latest version of this standard. This electronically generated standard is authentic and valid without signature. The English translation is believed to be accurate. In case of discrepancies, the German version is alone authoritative and controlling. Page 1 of 11 All rights reserved. No part of this document may be provided to third parties or reproduced without the prior consent of one of the Volkswagen Group’s Standards departments. ? Volkswagen Aktiengesellschaft VWNORM-2014-06a-patch5 Q U E L L E : N O L I S
大众汽车集团常用的缩写词和概念
大众汽车集团常用的缩写词和概念 LH要求汇总书(一个项目的所有资料)TPB技术产品描述(图纸,技术供货条件等等)DKM数据控制模型(汽车形状1: 1的基准样车)P P认可=计划认可(决定投入批量生产)B B 认可=采购认可(对生产手段的投资认可)D D认可=零件生产和供应认可(为零批量)BMG产品工程性能检验认可EM经行首批样件检验的首批样件。 首批样件检验也称首批样件认可。 EMPB=首批样件检验报告(供货厂对其样件检验的文件)2TP两日生产(供货厂的批量预生产,用来验证批量能力)PVS生产试制批量0S零批量(在批量生产条件下的总演习)SF批量认可(对批量生产的产品认可)EPF(批量供货)计划认可KAF集团路试验收(质量方面的批量认可)SOP生产启动(批量生产启动)ME市场导入(提供给销售商)CAD计算机辅助设计COP沿用件(与先前车型通用的零件)CKD全部拆散SKD部分拆散HT自制件(本厂自己生产的零件)KT外构件(外部供货厂生产的零件)KD售后服务OTS用批量生产的模具生产的零件Q质量…QS质量保证TE技术开发部PE(合资厂中的)产品工程部TL 技术供货条件TS产品零件表ZP.检验点ZSB总成AEKO(产品)改动的控制组织FMEA缺陷可能性及其影响分析Program readinessLHTPBDKMPBDBMGEM2TPPVS0SSFEPFKAFSOPMECADCOPCKDSKDHTKDOT SQQSTEPETLTSZP.ZSBAEKOFMEA项目计划完成程度项目管理和状态跟踪来确保整体项目各步骤按要求完成。 要求汇总书(一个项目的所有资料)技术产品描述(图纸,技术供货条件等等)数据控制模型(汽车形状1: 1的基准样车)P认可=计划认可(决定投入批量生产)B认可=采购认可(对生产手段的投资认可)D认可=零件生产和供应认可(为零批量)产品工程性能检验认可进行首批样件检验的首批样件。 首批样件检验也称首批样件认可。
大众汽车常用标准汇总
大众汽车常用标准汇总 一、焊接标准 VW 01101 类似国标中描述焊接类型并用图例表示的标准。对各种焊接进行了概括的介绍,并规定了各种标准的图示符号,是焊接里很概括的一章。 eg: VW 01103 凸点焊标准(weld projection),图示表示了不同的凸点焊情况,规定了不同厚度的板件进行凸点焊时凸点的直径、高度等。 eg: VW 01105 点焊标准(spot weld),详细介绍了点焊的设计思想、焊点排布、强度计算和校合,以及焊接头的布置和形状参考,有图示、查表表格和例题,教科书般的详尽标准。规定了焊接点的熔深要求、焊接头大小标准、缩印要求。 焊接后表面等级OG1\OG2\OG3的定义。 规定了图纸表注标准。
使用此标准焊接的熔深、劈凿(或者母材撕裂)都以VW01105为认可标准(Acceptance criteria)。实验方法也定义为VW01105,实际上此标准内第3 章有具体的实验标准比如PV6702等。考虑到VW01105比较全面而且大众认可,所以不把具体的小标准作为实验方法。 VW 01105-2 针对铝制金属的特殊焊接要求,包括特殊的熔深、劈凿要求。 eg: VW 01105-3 镀锌合金的特殊焊接要求,对焊板、焊接头有比较详细的描述,对校合计算过程有详细介绍,熔深和劈凿依然参考VW01105-1。
VW 01105-4 针对大厚度钢和高强度钢的焊接标准,介绍了特殊的技术要求和过程控制。介绍了“焊接强度——焊接时间”图,介绍了标准的图纸表注方法。eg: VW 01106 弧焊、二氧化碳保护焊、熔焊标准。规定了图纸标注的标准。详尽规定了不同钢板焊接时的要求和标准,图例表示了各种焊接情况下焊缝的形式。介绍了应力计算标准、涂层材料。规定了不同钢材焊接时焊缝的评估标准。认可标准和实验方法均为VW 01106。 eg:
大众常用英文缩写词和概念
OTS-PVS-OS-2TP-PPAP-SOP —Off Tooling Sample 工程样件。 即全工装状态下非节拍生产条件下制造出来的样件. 用于验证产品的设计能力. 工程样件得到认可后形成的报告叫OTS认可报告,也叫工程认可报告。主要包括设 计资料(图纸等设计资料),PSW产品保证书)、实验合格报告(尺寸、性能、外观合格报告)、控制计划(CP、设计失效模式分析DFME A实验室认可证书、BOM表 (分供方物料清单)和测量系统分析(MSA等。以上均为供方提供,受到需方审核。 需方反馈供方时,输出为OTS(工程样件)认可报告。 批量试生产。小批量试生产(生产试制批量,大众术语)主要是对生产节拍及产品批量稳定性的评价。 零批量(在批量生产条件下的总演习),产品形成和批量成熟之间。一个过度阶段。 应该是工装样件生产阶段,但要保证与正式批量生产相同的生产条件。是批量生产 前的总演习,批产的全面验证;接下来就是SOP (标准作业程序),即批量生产。 正式批量供货前的2日试生产,用来验证批量能力。代表QPN(新零件质量提高计 划)的结束。目标是获得批产认可;生产过程准备就绪;结束项目规划;在批产能 力状态下,对整个过程的可靠性和适宜性做最后的审核。(两日试生产,大众术语),主要是验证供应商的批量供货能力。 part approval process 生产件批准程序。规定了包括生产件和散装材料在内的生产件批准的一般要求。PPAP的目的是用来确定供应商是否已经正确理解了顾客工程
设计记录和规范的所有要求,以及其生产过程是否具有潜在能力,在实际生产过程 中按规定的生产节拍满足顾客要求的产品。 Operating Procedure 标准作业程序。就是将某一事件的标准操作步骤和要求以统 谓标准,在这里有最优化的概念,即不是随便写出来的操作程序都可以称作 而一定是经过不断实践总结出来的在当前条件下可以实现的最优化的操作程序设 计。说得更通俗一些,所谓 的标准,就是尽可能地将相关操作步骤进行细化,量化 和优化的度就是在正常条件下大家都能理解又不会产生歧义。 工程验收书。是对外协件的跟踪体系。目的为保证各车型整体项目进度,得到符合 约定质量和数量的外协件。 从TMA (试制协议)幵始,到SOP (标准作业程序)结束。 在QPN 中,2TP 前有个质量前提为:提交 BM (产品工程性能检验认可)样品。提交 OTS (工程样件),EM (首批样件检验)样品;提交 PVS (批量试生产)样件;提交 0S (零批量生产)。提交 SOP (标准作业程序)。 BMG- Bau-Muster-Genehmigung 产品工程样件性能检验认可 ---B 件必须提前得到 德国研发部BM 欲可(适用于欧洲) 一的格式描述出来,用来指导和规范日常的工作。 SOP 是一种标准的作业程序。所 sop QP N--Qualifizieru ngs- Programm Neuteile 新零件质量提高计划,大众也叫质保
大众常用标准汇总
大众常用标准汇总 LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】
一、焊接标准 VW 01101 类似国标中描述焊接类型并用图例表示的标准。对各种焊接进行了概括的介绍,并规定了各种标准的图示符号,是焊接里很概括的一章。 eg: VW 01103 凸点焊标准(weld projection),图示表示了不同的凸点焊情况,规定了不同厚度的板件进行凸点焊时凸点的直径、高度等。 eg: VW 01105 点焊标准(spot weld),详细介绍了点焊的设计思想、焊点排布、强度计算和校合,以及焊接头的布置和形状参考,有图示、查表表格和例题,教科书般的详尽标准。 规定了焊接点的熔深要求、焊接头大小标准、缩印要求。 焊接后表面等级OG1\OG2\OG3的定义。 规定了图纸表注标准。 使用此标准焊接的熔深、劈凿(或者母材撕裂)都以VW01105为认可标准 (Acceptance criteria)。实验方法也定义为VW01105,实际上此标准内第3 章有具体的实验标准比如PV6702等。考虑到VW01105比较全面而且大众认可,所以不把具体的小标准作为实验方法。 VW 01105-2 针对铝制金属的特殊焊接要求,包括特殊的熔深、劈凿要求。 eg: VW 01105-3 镀锌合金的特殊焊接要求,对焊板、焊接头有比较详细的描述,对校合计算过程有详细介绍,熔深和劈凿依然参考VW01105-1。 VW 01105-4 针对大厚度钢和高强度钢的焊接标准,介绍了特殊的技术要求和过程控制。介绍了“焊接强度——焊接时间”图,介绍了标准的图纸表注方法。 eg: VW 01106 弧焊、二氧化碳保护焊、熔焊标准。规定了图纸标注的标准。详尽规定了不同钢板焊接时的要求和标准,图例表示了各种焊接情况下焊缝的形式。介绍了应力计算标准、涂层材料。规定了不同钢材焊接时焊缝的评估标准。认可标准和实验方法均为VW 01106。 eg: VW 01141激光焊接。标准不详,POLO上有使用,总体使用较少。 二、表面处理标准 VW 13750详细描述了针对不同零件的表面处理方式的要求,介绍了图纸标注方法。 eg: 规定了不同载荷下表面处理的等级要求。 规定了图纸标注方法。