陶瓷制做工艺流程
陶瓷制做工艺流程
制模
雕型(厡形阶段)
木擳土(深灰色):是一种水性土,质地较细,可做不规则的雕模石膏(白色):质地较硬,适合作比较工整的雕模
油土(土黄色):不需保湿,常用来做poly的雕模或是厚度较薄易龟裂的浮雕。
此阶段须注意:
原型厚薄均匀,比例合理才能避免日后有开裂的问题浮雕之深浅、角度需适中便于分片,如有利角将造成卡模。转角要圆,避免利角造成开裂。
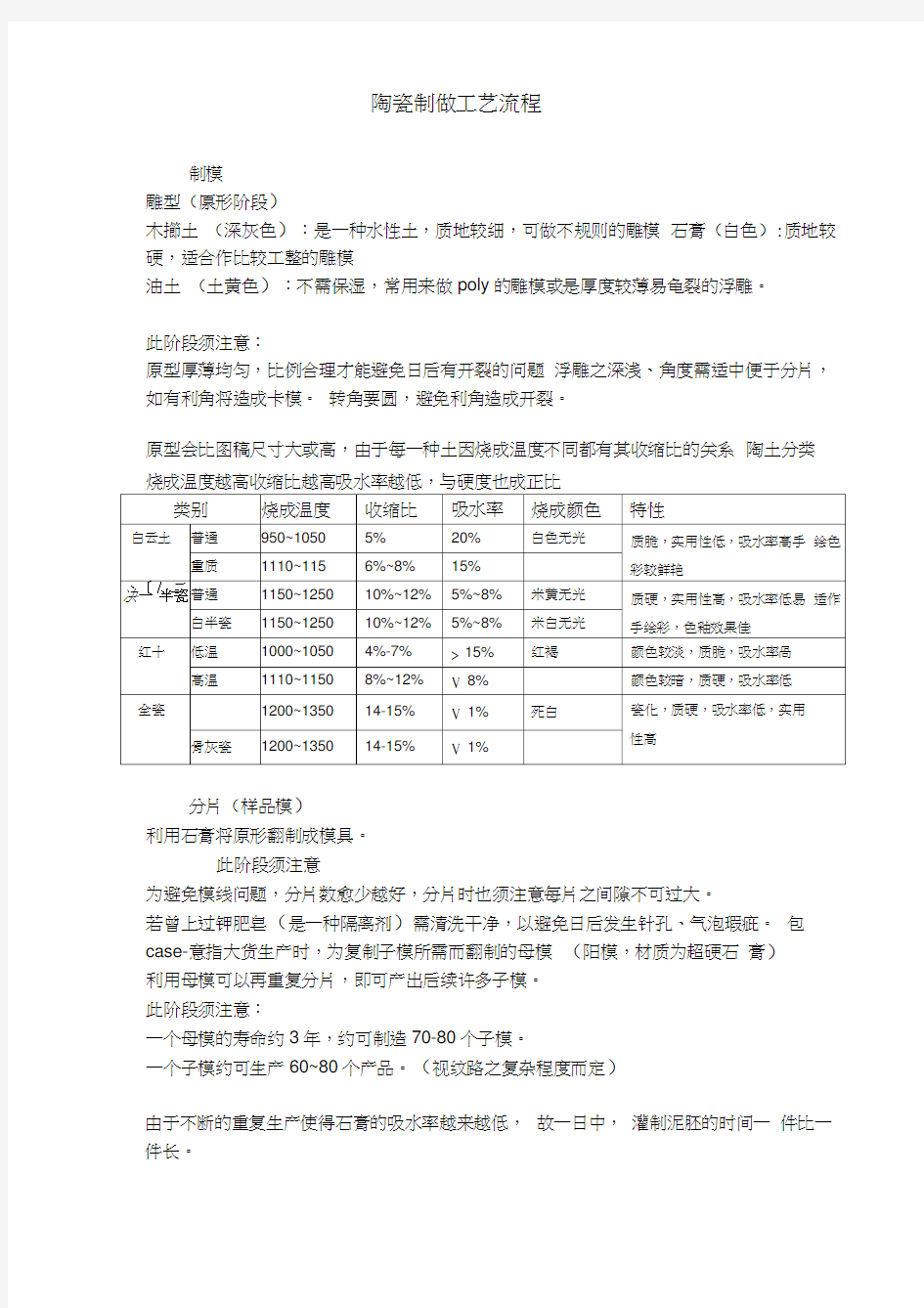
原型会比图稿尺寸大或高,由于每一种土因烧成温度不同都有其收缩比的关系陶土分类
烧成温度越高收缩比越高吸水率越低,与硬度也成正比
分片(样品模)
利用石膏将原形翻制成模具。
此阶段须注意
为避免模线问题,分片数愈少越好,分片时也须注意每片之间隙不可过大。
若曾上过钾肥皂(是一种隔离剂)需清洗干净,以避免日后发生针孔、气泡瑕疵。包case-意指大货生产时,为复制子模所需而翻制的母模(阳模,材质为超硬石膏)
利用母模可以再重复分片,即可产出后续许多子模。
此阶段须注意:
一个母模的寿命约3年,约可制造70-80个子模。
一个子模约可生产60~80个产品。(视纹路之复杂程度而定)
由于不断的重复生产使得石膏的吸水率越来越低,故一日中,灌制泥胚的时间一件比一件长。
为避免模线粗大,包case 时须注意,模具必须密合以避免泥浆由未密合之模线渗出造成模线太粗。
敲模即将模具分开。
成型- 分为以下数种方式:
1、手灌浆利用石膏模吸水特性,将接触石膏模壁面的泥浆水分吸干形成泥胚。多用于雕型比较立体或不规则的器型
此阶段注意事项第一次灌浆约静置25 分钟,即可将泥浆倒出。第二次灌浆之后静置时间需陆续增长,此因石膏吸水特性会因使用率的频繁而陆续降低,所以时间需再加长。一个子模一天大约可灌12 个就要休息。
13英寸以上的产品壁厚约为6~7mm—般大小的璧厚约留4mm 灌浆时须注意模具的密合度,以避免膜线或变形的问题。
2、手工成型分为手拉胚及手工雕塑,多用于较高级或线条较多的产品。
3、高压注浆利用高压灌注机将泥浆由上往下冲入模具中,所需时间较短,故产量高
(与手灌浆比较)。
只能用于上下开模的产品(深度不能太深)。例如:肥皂盘、餐盘。垃圾桶、漱口杯、或其它深底的产品不适用此种方式生产。(深度不可太深)
此阶段须注意:
表面凹陷:由于脱胚时泥浆未干形成表面凹陷。注浆缝合线- 两浆汇流时的线。
4、滚压利用不绣钢制模具,上模旋转移动将泥块滚制成型。多用于浅口对称器型、盘子、浅口碗等。
此阶段注意事项避免模具滚压时形成之波浪纹(泥纹)。由于模具费用较高所以多为大量生产时才会开模。
5、冲压
利用冲压不绣钢模具机器高速冲击泥块成型。多用于对称对象等基本器型,产量高(与手灌浆比较)。
此阶段注意事项由于模具费用较高所以多为大量生产时才会开模。变形:脱胚未干,或取出方式疏忽导致变形。
针孔:泥胚抽真空不彻底,残留空气形成针孔。或是模具内有石膏屑、灰尘,或隔离剂未清理干净导致泥胚于该点无法吸附而形成气泡。
变形:大盘类若底部脚小不够支撑盘子重量,可调整盘边之倾斜度可避免此问题。
整修、连接、打孔
连接附件接合点要与主体的弧度一致,并且接触面积要适当、干湿度要一致使其收缩比相同,以避免素烧时开裂。
对于较大的中空附件需让空气能顺利排出再接合。切边
将利角洗圆滑,避免开裂。(太利角因张力因素会再素烧时开裂)避免泥胚太湿时整修,使得各部位收缩比不均造成开裂。
打孔时需避免泥块或泥粒掉入接合孔中。
刮模线胚体太湿时刮模线会看不到模线的存在而忽略,所以需先烤过再刮模线。
洗胚很重要,需将之前上过的隔离剂或是附着于胚体上的脏污清除以避免后续开列或气泡针孔.. 等问题。
素烧
烘烤- 为避免素烧时胚体仍有水分导致各部位收缩比不一致开裂所以会先经低温烘烤。时间约需7-8 小时。
素烧-
视窑炉不同时间也不同。一般多为10 个小时。此阶段多只进行低温素烧,窑速要适当由低至高再降温。
素烧之后胚体的收缩比已达一定程度,即使后续再进行釉烧也不会大幅度收缩。要避免暗裂- 主要是坏璧太厚,导致散热不均。用金属棒敲击若声音响亮则为良品,若声音混浊有可能有暗裂状况。
一般素烧温度如下:
白云土:800-1000 半瓷:850度全瓷:980 度
窑炉
立方窑(梭子窑)- 特色窑温固定。
隧道窑-长约40m~60m用台车的方式将胚体推入窑中,循序渐进的增加温度,约40分钟推入一台。一台车烧成约需历经12~14小时。温差较大。
滚道窑-用滚轮传送,温度较稳定。时间约需至少4小时。南方工厂多用-低温素烧高温釉烧
色料附着力较高,手绘层次佳。
宜兴(精陶土)- 高温素烧低温釉烧
两者之差别: 精陶土胚体吸色力低以致显色力较差。施釉+彩绘
釉上彩-先上釉再上彩绘多用于半瓷或红土,由于半瓷及红土本身有颜色所以先上釉可以盖掉底色再行彩绘。
釉下彩-先彩绘再上釉多用于白云土或精陶土,白云土若用釉上彩绘较无意义且浪费。
用此种方法,须于彩绘后先烤色,增加釉料的吸附力,让手绘油先挥发掉,否则会影响釉的吸收。
釉上彩泛底- 可再彩绘后再加一层釉可改善。跳釉- 手绘彩过厚或浓即会出现此问题。
流釉- 釉的流动性过差或优都会形成釉面厚薄不均,造成釉胚表面不平整。缩釉- 表面油质吸附渗透导致釉面与胚体无法结合;釉层太厚蒸发孔堵塞;素胚未干即上釉;死角或凹陷处的釉面与胚体仍夹杂空气。
露白- 绘彩疏忽或施釉不完全、太薄。
白点-多发生再粉色系釉中,因为其中有一成分(锆白粉)会沉积。解决方式: 降低窑温。
表面光泽黯淡- 釉烧未达釉药的的设定温度以致未烧成完全无法显出釉彩光泽。水玻璃(是一种增加流动性的化学物质)堆积:由于增加泥浆流动的速度而使得产品侧面或底部有沉积现象与其它部分形成色差。
釉药一般常识
釉药是一种矿物质由(50%纳长石+50%助熔剂)为基础所组成,再依不同的釉药性质及需求增加或减少其它矿物质的比例。
釉药分为生料(未经煅烧)及成釉(已去除杂质&已经过锻烧),除了窑变釉外其它釉料多半是成釉。
釉药的调制比例与釉烧温度息息相关,需特别重视此阶段,才能使得釉烧后真实呈现客户需求的色相及平光或无光效果。
不同性质的釉药氧化釉(流动性较强的釉药)- 透明度高,流动性强。但太鲜艳的颜色往往难以调出。如绿色、咖啡色.. 等。
透明色釉- 有透明度,可看到胚体颜色。
色釉-重要成分为高岭土(为增加土及釉的结合),颜色附着力强,看不到胚体颜色。但熔点高,白土多无法承受这样的高温,会有上色不均附着力不佳的问题。平光- 因烧成温度不同来控制。平光效果较难控制,因为烧的过高或过低都无法呈现效果。
亮光- 与平光釉药的基本成分一样,以温度及成分比例来达成釉面亮度,以致变成亮光。
裂纹釉(成分中含较多的纳长石)- 系以膨胀系数的不同来控制裂纹效果。当胚体
的膨胀系数大于釉,则膨胀撑开釉面形成裂纹效果。反之则形成剥壳现象。FYI 裂纹于出窑后才开始产生。
窑变釉-有氧化物的成分,因为其厡釉料是生料(未经煅烧)+氧化物,所以釉药可变因素高,再釉烧时需特别注意窑位及窑温来控制烧成效果。
透明釉与一般釉的差别在于硅酸锆(乳浊剂)的成分,有此成分会使得釉药不透明。浓彩效果即是增加了此成分。
突釉- 用温度控制效果,突釉温度比一般色料高
色料- 透明液态,内含釉15%-20%。
色釉- 釉(无味)里头加上色料,与色料之比例通常为1:1 。
一般色彩常识
三原色-红、黄、蓝这三个颜色是无法从别的颜色调出。但可以互相调出别色系。红+黄=橘。黄+蓝=绿。红+蓝=紫寒色系:蓝、绿、紫。
暖色系:红、橘、黄、咖啡。
无彩系:黑、白、灰。
金属色- 金、银。
互补色:不能相迭会出现脏色。如红+绿;紫+黄;蓝+橘。但可以搭配会有互补的效果。色相-??不同的颜色称为不同的色相??
色系- 同一类别的色彩。
明度- 色彩深浅的程度
彩度- 色彩鲜艳的程度。
专业技术名词
浮雕- 表面突起
阴雕- 表面凹下
手绘- 胚上用手工沾色料绘彩
喷点- 喷枪或其它道具
喷彩(色)
浓彩- 色料上多层使得色彩浓重
笔刷纹-用笔刷
妨古(复古)效果
渐层
釉烧最重要的阶段,釉料要经过釉烧才能呈现最终结果。一般时间需10 个小时左右,视窑炉而定。(滚道窑四小时;隧道窑八小时)
一般釉烧温度如下:白云土:1050度半瓷:1180度全瓷:1280度
贴花或其它加工处理
花纸制作需提供花纸厂完整的图案、色卡、器形、最好是客户提供的高分辨率光盘给花纸厂排版。越充足的信息越能做出符合需求的花纸。
烤花温度约750 度-850 度。
釉上花-釉烧;贴花;烤花(780F-850) 釉中花-上釉;贴花;釉烧釉下花-贴花;烤花
(780_850);上釉;釉烧
白底花纸( 衬底)- 颜色或底色会影响花纸图案颜色时可衬白底。透明底花纸- 无衬底花纸。
花纸-粉陶色系无陶瓷的釉料。