VW01141-1_EN_2005-02-01
Confidential. All rights reserved. No part of this document may be transmitted or reproduced without prior permission of a Standards Department of the Volkswagen Group.
Parties to a contract can only obtain this standard via the B2B supplier platform “https://www.sodocs.net/doc/c813064805.html,”.
VOLKSWAGEN AG
N o r m v o r A n w e n d u n g a u f A k t u a l i t ?t p r üf e n / C h e c k s t a n d a r d f o r c u r r e n t i s s u e p r i o r t o u s a g e .
T h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e . I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n .
Page 2
VW 011 41-1: 2005-02
Preface
The following basic regulations are based on experience gained with fully mechanized equipment and implemented tests and also on DIN standards and DVS Specifications1).
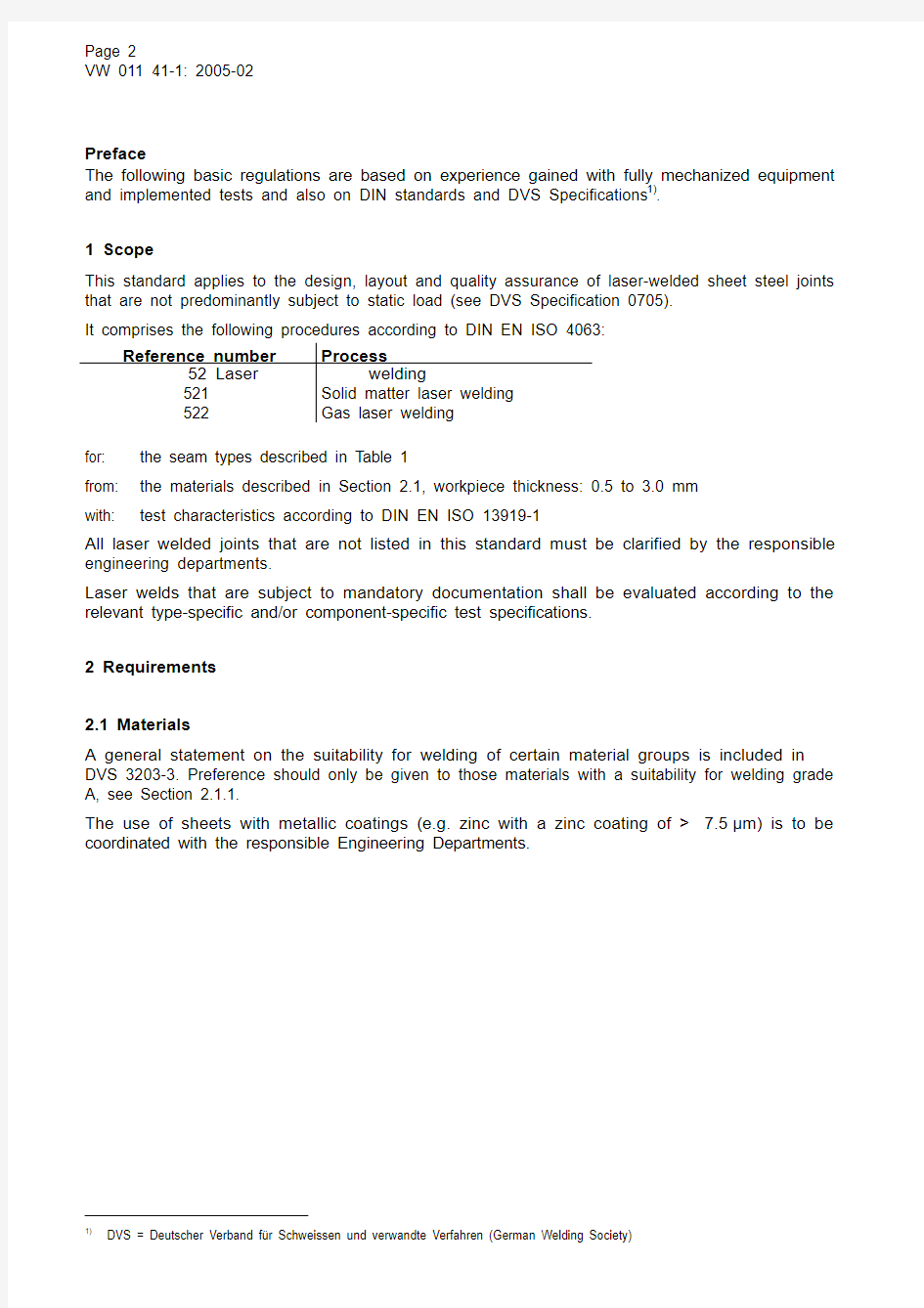
1 Scope
This standard applies to the design, layout and quality assurance of laser-welded sheet steel joints that are not predominantly subject to static load (see DVS Specification 0705).
It comprises the following procedures according to DIN EN ISO 4063:
Reference number Process
welding
52 Laser
521 Solid matter laser welding
522 Gas laser welding
for: the seam types described in Table 1
from: the materials described in Section 2.1, workpiece thickness: 0.5 to 3.0 mm
with: test characteristics according to DIN EN ISO 13919-1
All laser welded joints that are not listed in this standard must be clarified by the responsible engineering departments.
Laser welds that are subject to mandatory documentation shall be evaluated according to the relevant type-specific and/or component-specific test specifications.
2 Requirements
2.1 Materials
A general statement on the suitability for welding of certain material groups is included in DVS 3203-3. Preference should only be given to those materials with a suitability for welding grade A, see Section 2.1.1.
The use of sheets with metallic coatings (e.g. zinc with a zinc coating of > 7.5 μm) is to be coordinated with the responsible Engineering Departments.
1)DVS = Deutscher Verband für Schweissen und verwandte Verfahren (German Welding Society)
Page 3
VW 011 41-1: 2005-02
2.1.1 Steels with good welding properties
The following list of materials is not complete.
Material grades with good welding properties generally used at Volkswagen AG include:
a) Cold-rolled sheet steel
DIN 1623-1 (02.83)2) (old description) DIN EN 10130
(new description)
Material no.
acc. to DIN EN 10027
St 12 DC01 1.0330
USt 13 – 1.0333
RSt 13 DC03 1.0347
St 14 DC04 1.0338
b) Hot-rolled strips with < 0.20% C content, e.g. according to Technical Supply Specification
TL 1111.
c) Cold-rolled strip steel
DIN 17100 (01.80)3) (old description) EN 10025
(new description)
Material no.
acc. to EN 10027
St 37-2 S235JR 1.014
St 37-3 U S235JO 1.0116
St 37-3 N S235J2G3
d) Hot-dipped sheet according to DIN EN 10142
e) Electrolytically zinc-coated sheet according to DIN EN 10152
2.1.2 Steels with limited suitability for welding
Steels with higher proportions of hardness-improving alloying elements are only weldable to a limited extent. When using these steels (e.g. C content > 0.22%) consultation with the Design Engineering Department and the processor is absolutely essential.
2.2 Design
The weldability of a part is dependent on the interaction of three factors. These are design, manufacturing and material, Figure 1. In particular, the issue of welding capability and thus the relationship between design and production are essential for the creation of faultless weld seams.
In addition to the general guidelines for design, e.g. possible butt joints or required weld preparation, concrete details on achievable weld properties (durability), possible weld parameters, clamping technique, accessibility (laser beam cone), manufacturing tolerances and post-treatments play a decisive role for the designer.
2)DIN 1623-1 is invalid and replaced by DIN EN 10130. The content (material description) may still be accessed by quoting the details
of the standard and the last issue date.
3)DIN 17100 is invalid and replaced by DIN EN 10025. The content (material description) may still be accessed by quoting the details
of the standard and the last issue date.
Page 4
VW 011 41-1: 2005-02
Legend:
1 Manufacturing
2 Weld capability
3 Weldability of the component
4 Material
5 Suitability for welding
6 Weldability for service
7 Design
Figure 1 – Definition of weldability according to DIN 8528-1.
2.3 Design
The following specifications (with excerpts from DVS 3203-4) are used as the basis for the production-friendly design of laser-welded sheet-steel joints.
Joint types
The weld joint is the area in which the parts are joined by welding. The respective type of joint (see Table 1) is determined by the arrangement of the parts with respect to each other (extension, reinforcement, branching).
Weld types
The weld type (see Table 1) is determined by
─type of weld joint
─type and scope of preparation, e.g. gap optimization
When using sheets with metallic coatings (e.g. zinc) the following must be taken into consideration: ─ A vent channel must be present in the area of the joining surfaces.
─Where sheets are arranged in parallel, a gap of approx. (0.05 to 0.2) mm must be provided in the joining plane depending on the zinc coating and the thickness of the zinc layer;
alternatively the sheets shall be arranged at an angle of α > 10° to one another (tilted).
─Clamping technique and parts preparation shall ensure venting.
Page 5
VW 011 41-1: 2005-02
Table 1 – Examples of joint and weld types
No.
Designation Representation Remarks
Advantages:
– good venting when zinc is cut
– more favorable flow of force
1 Square butt weld
on butt joint.
Disadvantages: – no positive engagement for
positioning of the face surfaces – more effort involved in
processing the face surfaces (joint gap with constant, lower tolerances)
– more effort involved in adjustment
Advantages:
– less effort involved in determining the weld
parameters than with No. 1 – no serious seam concavity – low risk of weld spatter on the underside of the weld
2 Square butt weld
on butt joint with weld pool protection
Disadvantages: – more effort involved in
processing than No. 1 – increased clamping effort – risk of crevice corrosion
possible, if the root protection is not removed
– weld root not visible
Advantages:
– relatively low processing effort – less effort involved in adjustment
3a Square butt weld
on lap joint
Disadvantages: – lower strength due to small joint
cross-section (if required make the weld wider by making it diagonal)
– less favorable flow of force – difficult to control target weld depth
When using sheet steels with metallic coating Advantage: – less effort involved in adjustment 3b Square butt weld
on lap joint with gap
Disadvantage:
– risk of seam concavity (with gap > 0.2 mm)
When using sheet steels with metallic coating Advantage: – high weld quality 3c
Fillet weld on bevel joint
Disadvantage:
– more effort required for
adjustment
4
Square butt seam
on butt joint where wall thicknesses are not even
Disadvantages: – great positioning effort required
– inclination of the workpiece or laser
– increased power requirement due to increased heat dissipation into the thicker component
– weld root runs out of the joint area (lack of fusion)
– less favorable flow of force – higher processing effort at the face surfaces Advantages: – positive engagement
– positioning aid – equipment expenditure 5
Square butt seam
on butt joint where wall thicknesses are not even
Disadvantages: – pore formation at the weld root – difficult to control weld depth – risk of crevice corrosion –
higher processing effort
Page 6
VW 011 41-1: 2005-02
No. Designation Representation Remarks Advantages:
– less angle shrinkage – less welding required – large joint cross-section
6
Square butt seam on T-joint
Disadvantages: – risk of crevice corrosion where
weld cross-section is not welded through and/or does not engage – weld spatter in the area of the weld root – compliance with and determination of the weld parameters difficult – risk of cracks
– not suitable for thin sheets – more effort involved in adjustment
Advantages:
– no spatter on the underside of the weld
– less angle shrinkage
– no risk of crevice corrosion – more favorable flow of force
7
Square butt seam on T-joint welded on both sides
Disadvantages: – increased welding effort
(clamping technology)
– risk of pore formation in the weld – weld roots not visible
– accessibility of both sides is required
Advantage: – processing effort
8
Square butt seam on T-joint
Disadvantages: – crevice corrosion
– pore formation in the root area – low strength due to small joint cross-section
– less favorable flow of force – greater positioning effort
– weld depth cannot be controlled Advantage:
– less processing effort
9
Square butt seam on overlapped T-joint
Disadvantages: – crevice corrosion
– pore formation in the root area – low strength due to small joint cross-section
– less favorable flow of force
– weld depth cannot be controlled Advantage:
– less processing effort
10
Surface seam on the edge joint (or flanged weld)
Disadvantages: – non-welded gap acts as a notch
– impossible to control the weld depth
– compliance with and detemination of the weld parameters difficult with the required seam geometry
– critical for zinc-coated sheets Advantage:
– self-focussing in the gap
11
Flanged weld on the edge joint
Disadvantages: – impossible to control the weld
depth
– compliance with the required seam geometry difficult
– pore formation possible in the root area 12
Fillet weld on lap joint
When using sheet steel with metallic coating with gap or angle (see No. 3b,c)
Page 7
VW 011 41-1: 2005-02
3 Layout and quality assurance
In general, the welding quality requirements according to DIN EN 729-1 shall be taken into consideration together with the comprehensive quality requirements set out in DIN EN 729-2.
3.1 Design
Due to the smaller weld width – when compared to gas-shielded arc welding – there are limits to the degree to which laser welds can be inspected. With these weld joints, it is important to ensure that welding defects such as seam concavity, undercuts and lack of fusion do not impair the weld strength, particularly under vibrating loads. These specifications with respect to permissible irregularities must be included in component or type-specific test specifications.
The designed gap dimension SP is required for sufficient venting in the case of coated sheets (zinc-coated surface).
assurance
3.2 Quality
The letter “h” shall be used to designate all imperfections (offset, weld concavity etc.), see also DIN EN ISO 13919-1.
If there are no component-specific test specifications (PV), quality level B (high) specified in DIN EN ISO 13919-1, shall apply. Deviating requirements must be entered in the drawing or shall be coordinated between the Design Engineering Department, Planning, Operator and Quality Assurance.
The imperfections listed are presented in DIN EN ISO 13919-1 for square butt welds and fillet welds. The limit values for imperfections apply to other weld types, too (e.g., fillet weld on lap joint).
3.2.1 Type of evaluation, visual inspection
A visual inspection can only be applied as a supportive measure.
The visual inspection serves to evaluate the laser weld for visible defects. In practically all cases, the visual inspection without aids is the first test of a welded seam. In the visual inspection (according to DIN EN 970) external imperfections can be determined and evaluated.
Given the smaller weld width and the consequently smaller geometric dimensions of the imperfections, it is recommended that a magnifying glass be used when examining laser welds (magnification ≥ 5x).
Page 8
VW 011 41-1: 2005-02
3.2.2
Destructive testing (evaluation of microsections)
3.2.2.1 Square butt weld on butt joint
For butt welds, the cross-section of the sheets involved in the weld joint must be welded. No lack of
fusion is permissible (Figure 2).
Descriptions: 1 Lack of fusion
t 1,2 = sheet thickness [mm] s = weld depth [mm] b o,u
= upper, lower weld width
[mm]
Specifications: s = t 1 for
t 1 ≤ t 2 [mm]
Figure 2 – Square butt seam on butt joint
3.2.2.2 Square butt weld on lap joint
For lap welds, the weld depth assumes the value s = t 1 + s 2 + SP with s 2 ≥ 0.3 t 2. The permissibility
of smaller weld depths must be agreed with the Design Engineering Department.
A gap is only required for zinc-coated sheets (see Figure 3). In the case of beam welding, seam geometries with a high depth/width ratio ensue. With laser welding the seam width b is approximately 1 to 2 mm.
Descriptions:
t 1,2 = sheet thickness [mm]
s = weld depth [mm] s 2 = weld depth sheet 2 [mm] b o = upper weldwidth [mm] b 1 = weld width
in the joining plane
[mm]
Specifications:
SP = designed gap dimension 0.05 to 0.2 [mm] s = t 1 + s 2 + SP [mm]
s 2 ≥ 0.3 t 2
Figure 3 – Square butt seam on lap joint
Page 9
VW 011 41-1: 2005-02
3.2.2.3 Fillet weld on lap joint Parallel arrangement of the sheets.
Descriptions:
s N = smallest common
throat thickness [mm] t 1,2 = sheet thickness
[mm] f 1,2 = side wall penetration; component [mm]
Specifications:
SP = designed gap dimension 0.05 to 0.2 [mm] f 1,2 ≥ 0.2
mm Figure 4 – Fillet weld on lap joint
The following mathematical relationship applies to the design of the weld as a fillet weld
a ≤ 0.7 t min.
In production, the actually measured throat thickness s must always be greater than or the same as a.
s ≥ a
If s cannot be determined without additional information (see Figure 5 left), s N can be chosen as an
alternative criterion. The value s N must be coordinated with the Design Engineering Department and stipulated in a separate test specification or in the drawing. If no value is given, the following applies
s N > s
Excess weld metal must not be considered for convex welds.
The weld joint is sufficient once a continuous crystalline joint with a measurable penetration depth of f 1,2 ≥ 0.2 mm is created between the sheets involved.
For penetrations where f 1,2 < 0.2 mm, the joint strength can be documented by means of a dynamic strength test and a macroscopic examination.
This evidence is absolutely essential for parts that are subject to mandatory documentation.
Figure 5 – Microsections for fillet weld on lap joint
SP
Page 10
VW 011 41-1: 2005-02
3.2.2.4 Edge joint weld on the edge joint
Desciprions: t 1,2 = sheet thickness [mm] s = melting zone depth [mm]b O = upper weld width
[mm]s N = smallest common throat thickness [mm]h
= seam concavity, undercut
[mm]
Specifications: s N ≥ t min. (for edge joint)
SP = designed gap dimension
[mm]
Figure 6 – Edge joint weld on edge joint Figure 7 – Microsection
3.2.2.5 Square butt seam on T-joint
Descriptions: t 1,2
= sheet thickness [mm] s = weld depth [mm] b 0 = upper weld width
[mm] b 1 = weld width (joining plane) [mm] b U
= lower weld width
[mm]
Figure 8 – Square butt seam on T-joint
SP
Page 11
VW 011 41-1: 2005-02 3.2.2.6 Flanged weld on the edge joint
Descriptions:
t1,2= sheet thickness [mm]
SP = gap dimension [mm]
s N= smallest common throat thickness [mm]
b o= upper weld width [mm]
f L= length of side wall penetration [mm]
f1,2= penetration depth [mm]
Figure 9 – Flanged weld on the edge joint
Unless otherwise specified, the following applies: f L≥ t min. as well as s N≥ t min.
3.2.3 Further functional requirements
Laser weld joints are – depending on the design specifications – subject to further requirements such as, e.g.
─leak tightness of the weld,
─corrosion resistance,
─paintability.
The specifications for this must be elaborated together with the Design Engineering Department and Planning and stipulated in a test specification.
3.3 Evaluation of imperfections
3.3.1 Weld
spatter
Weld spatter shall be avoided. Permissibility depends on the application.
Any globules or welding residues that are not firmly stuck to the parts and which could lead to an impairment of function are not permitted.
Areas that must be free of weld spatter must be defined in the drawing.
imperfections
3.3.2 General
Imperfections such as cracks, pores, lack of fusion, shall be evaluated, unless otherwise indicated in the drawing, according to DIN EN ISO 13919-1, quality level B (high).
3.4 Deviations from the standard
Deviations shall be indicated in the drawing or must be stipulated in a component-specific test specification.
Page 12
VW 011 41-1: 2005-02
entries
3.5 Drawing
The graphical representation, dimensioning and symbols are to be executed according to DIN EN 22553.
For examples of the graphical representation see Figures 10 and 11.
Legend: I I= symbol for square butt seam
= symbol for fillet weld
52 characteristic value of the welding
process according to DIN EN ISO 4063
s N= smallest common throat thickness
200 = weld length 200 mm
Figure 10 – Square butt seam on butt joint Figure 11 – Fillet seam
standards4)
4 Referenced
DIN 8528-1 Weldability; Metallic Materials, Definitions
DIN EN 729-1 Quality Requirements for Welding – Fusion Welding of Metallic Materials –
Part 1: Guidelines for Selection and Use
DIN EN 729-2 Quality Requirements for Welding – Fusion Welding of Metallic Materials –
Part 2: Comprehensive Quality Requirements
DIN EN 970 Non-Destructive Examination of Fusion Welds – Visual Examination
DIN EN 22553 Welded, Brazed and Soldered Joints – Symbolic Representation on
Drawings
DIN EN ISO 4063 Welding and Allied Processes – Nomenclature of Processes and
Reference Numbers
DIN EN ISO 13919-1 Welding – Electrons and Laser Beam Welded Joints;
Guidance on Quality Levels for Imperfections – Part 1: Steel
DVS 0705 Prüfverfahren zur Qualit?tssicherung von Elektronenstrahl- und Laserstrahl-Schwei?n?hten (Recommendations for Selection of
Acceptance Levels according to DIN EN 25817 and ISO 5817; Butt Welds
and Fillet Welds on Steel – only available in German)
DVS 3203 Parts 1-4 Quality Assurance for CO2 Laser Welding Work;
Method and Laser Welding System
4)In this section, terminological inconsistencies may occur as the original titles are used.
Page 13
VW 011 41-1: 2005-02 Other standards
DIN 1910-11 Welding; Terms Dependent on Materials for Metal Welding
DIN 1912-4 Graphical Representation of Welded, Soldered and Brazed Joints;
Concepts and Terms for Soldered and Brazed Joints and Seams
DVS 3210 Test Procedure for Quality Assurance of Electron and Laser Beam Welded Joints
VW 011 05-1 Resistance Spot Welding; Design, Calculation, Process Assurance;
Uncoated and Coated Steel Sheets
VW 011 06-1 Schutzgasgeschwei?te Stahlblechverbindungen; Konstruktion,
Ausführung, Qualit?tssicherung (Gas-Shielded Arc Welding; Sheet Steel
Joints; Design, Type, Quality Assurance – currently only available in
German)