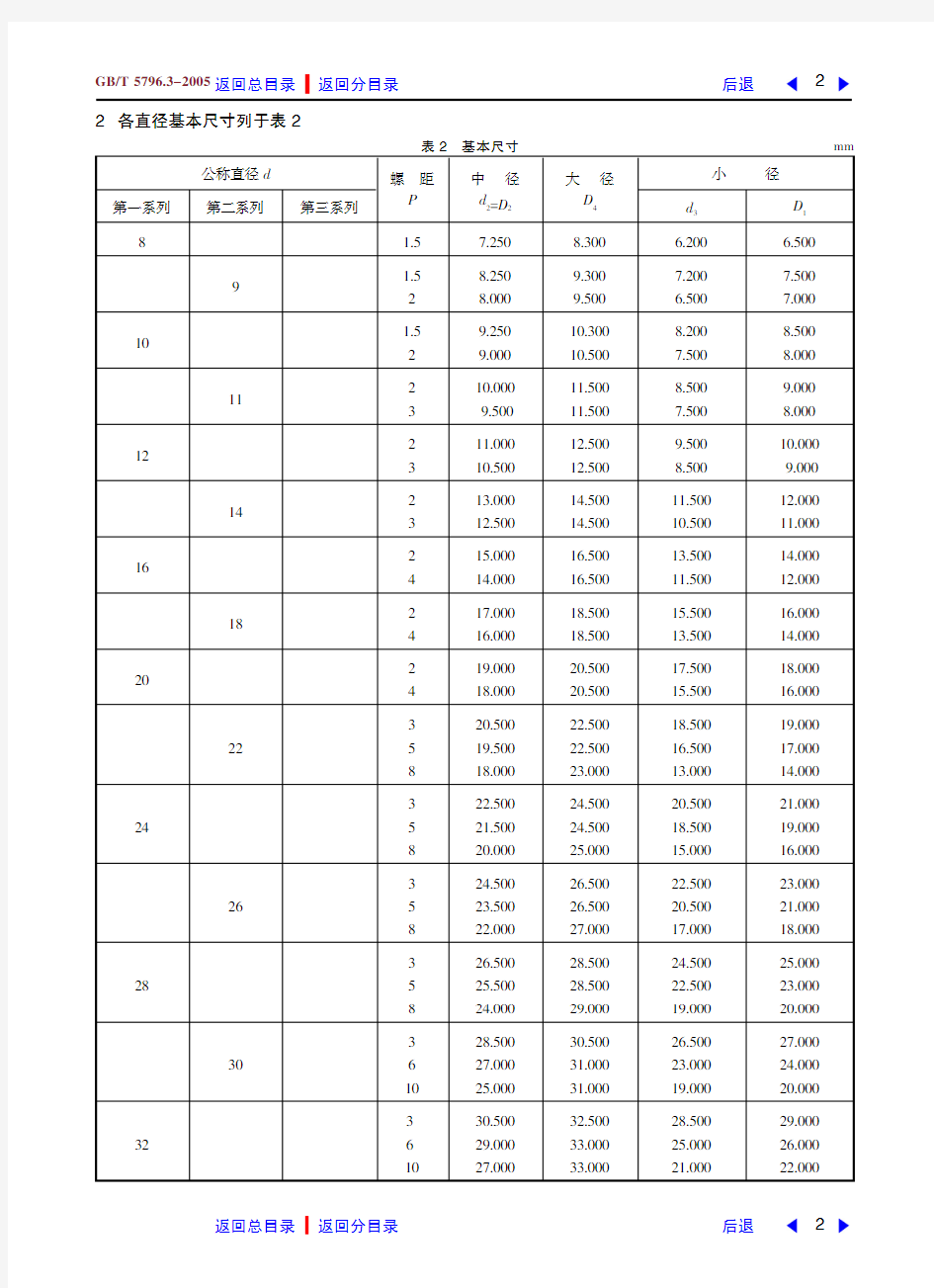
梯形螺纹基本尺寸

各种螺纹尺寸与结构大全
螺纹 第一章国标螺纹的一般知识 一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24× 1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二.米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距
3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。 2.用螺纹密封的管螺纹内螺纹有圆锥、圆柱两种形式。外螺纹只有圆锥一种形式。牙型如下:锥度1:16,牙形角55°,旧螺纹标准示例:ZG3/8; 3.标记示例: 圆锥内螺纹Rc 3/8 圆柱内螺纹Rp3/8 圆锥外螺纹R3/8 当螺纹为左旋螺纹时Rc 3/8-LH(LH表示左旋螺纹) 常用螺纹(标记:Rc 3/8、Rp3/8、R3/8)的基本尺寸: 表2
螺纹基本尺寸对照表要点
英制管螺纹基本尺寸及公差(牙形角55o)BSPP 英制锥管螺纹基本尺寸及公差(牙形角55o)BSPT
美制管螺纹基本尺寸及公差(牙形角60o)UN(F)
公制螺纹基本尺寸及公差(牙形角60o) M
55°圆锥管螺纹基本尺寸对照表最新下载-汇兴达55°圆锥管螺纹基本尺寸对照表最新下载-汇兴达55°圆锥管螺纹(BSPT)
聊城市鑫茂祥管业有限公司专业经营钢管规格:5mm*1mm—1020mm*200mm合金钢管、外径22mm-127mm 冷轧无缝钢管、外径127mm-600mm,壁厚16mm-100mm,外径精度±0.5%,壁厚精度±5%热轧中厚壁无缝钢管、16Mn外径400—1600mm、壁厚20—60mm的大口径厚壁卷管,可定尺到16米及各种规格的无缝方管、异型无缝钢管等.常备钢管种类有:构造用无缝钢管、流体用无缝钢管、液压无缝钢管、电力用无缝钢管、石油输送用无缝钢管、化肥设备用无缝钢管、煤矿用无缝钢管、不锈钢无缝钢管、化工用无缝钢管、纺织机械用无缝钢管、汽车;水利用无缝钢管,精密无缝钢管、光亮无缝钢管、军工医疗用无缝钢管、管道用无缝钢管、支柱用无缝钢管、合金无缝管、高压无缝管、大口径直缝焊管等。适用于工程、煤矿、纺织、电力、锅炉、机械、军工等各个领域。公司以良好的信用、优质的产品、雄厚的实力、低廉的价钱享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。 公司常年销售成都钢铁集团、冶钢集团、包头钢厂、宝钢集团、鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳钢厂等各大钢厂生产的各种无缝钢管及合金管。主营材质:20#、35#、45#、20G、20A、40Mn2、45Mn2、27SiMn、
螺纹基本尺寸对照表18780
螺纹基本尺寸对照表 (以及螺纹底孔相关尺寸) 参照机械设计师首册编制 OPMSM 2005年7月
螺纹代号 Thread code 一、英制螺纹(螺纹牙型角55度) BSW——英国标准惠氏螺纹(粗牙) BSF——英国标准惠氏螺纹(细牙) G——直管螺纹(外螺纹分A、B两级即在螺纹中径公差有所区别,丝锥分G、G-D)非密封性螺纹 R——锥管外螺纹(旧代号ZG;KG) RC——锥管螺纹(旧代号ZG;KG) 二、美制螺纹(螺纹牙型角60度) UNC——统一制粗牙螺纹(代替NC) UNF——统一制细牙螺纹(代替NF) UNEF——统一制超细牙螺纹 UN——统一制不变螺距螺纹 UNS——统一制特殊螺纹 三、美制螺纹(螺纹牙型角60度) NPT——一般用途锥管螺纹(旧代号Z、K)(斜角为1°47'即1:16)NPSC——管接头直管螺纹 NPSM——设备上自由配合,机械连接用直管螺纹 NPTF——干密封锥管螺纹 NPSF——干密封燃料螺纹 NGT——气瓶用螺纹 四、米制螺纹(螺纹牙型角60度,斜角为1°47'24"即1:16) ZM——米制锥管螺纹 五、其它螺纹 SM——缝纫机螺纹(螺纹牙型角60度,平顶、螺纹底部为园弧形) PZ——气瓶螺纹 5V1至20V1——气门芯螺纹(螺纹牙型角60度,平顶、螺纹底部为园弧形) 六、管螺纹(螺纹牙型角55度,螺纹顶、底部为园弧形约) RC——圆锥螺纹(螺纹牙型角55度,斜角为1°47'即1:16) RP——圆柱螺纹(螺纹牙型角55度) R——圆锥外螺纹(螺纹牙型角55度,斜角为1°47'即1:16) 七、普通螺纹(螺纹牙型角60度) M——普通螺纹代号
常用螺纹标准一览表
《公制、美制和英制螺纹标准手册》 我国常用螺纹标准一览表 类别标准名称标准号与国际标准的关系 普通螺纹普通螺纹基本牙型GB/T192 —1981 与ISO68等效 普通螺纹直径与螺距系列GB/T193 —1981 与ISO261等效 普通螺纹基本尺寸GB/T196 —1981 与ISO724等效 普通螺纹公差与配合GB/T197 —1981 与ISO965/1等效 普通螺纹极限偏差GB/T2516 —1981 与ISO965/3等效 商品紧固件的普JB/T7912 —1999 与ISO262等效 通螺纹选用系列 商品紧固件的中GB/T9145 —1988 与ISO965/2等效 等精度普通螺纹极限尺寸 光学螺纹光学仪器特种细牙螺纹ZBN30006—1988 - 光学仪器用目镜螺纹JB/T8204—1995 光学仪器用短牙螺纹JB/T5450-1991 紧配合螺纹过渡配合螺纹GB/T1167—1996 - 过盈配合螺纹GB/T1181—1998 小螺纹小螺纹牙型GB/T1505 4.1—1994 与ISO1501等效 小螺纹直径与螺距系列GB/T1505 4.2—1994 小螺纹基本尺寸GB/T1505 4.3—1994 小螺纹公差GB/T15054.4-1994 小螺纹极限尺寸GB/T15054.5-1994 MJ螺纹MJ螺纹基本牙型GJB/T3.1 —1982 ISO5855 MJ螺纹螺栓与螺母螺纹的尺寸与公差GJB/T3.2 —1982 MJ螺纹管路件螺纹的尺寸与公差GJB/T3.3 —1985 MJ螺纹结构件的尺寸与公差GJB/T3.4 —1985 MJ螺纹计算公式GJB/T3.5 —1985 MJ螺纹首尾GJB52-1985 梯形螺纹梯形螺纹牙型GB/T5796 .1—1986 与ISO2901等效
梯形螺纹详解
梯形螺纹的基础知识 1.梯形螺纹的作用及种类 梯形螺纹是常用的传动螺纹,精度要求比较高。如车床的丝杠和中、小滑板的丝杆等。梯形螺纹有两种,国家标准规定梯形螺纹牙型角为30o。英制梯形螺纹的牙型角为29o,在我国较少采用。2.梯形螺纹的标记 梯形螺纹的标记由螺纹代号、公差带代号及旋合长度代号组成。梯形螺纹代号用字母Tr及公称直径×螺距与旋向表示,左旋螺纹旋向为LH,右旋不标。 梯形螺纹公差带代号仅标注中径公差带,如7H、7e,大写为内螺纹,小写为外螺纹。 梯形螺纹的旋合长度代号分N、L两组,N表示中等旋合长度,L表示长旋合长度。 标记示例: Tr22×5—7H 表示梯形螺纹,公称直径为22mm,螺距为5mm,中径公差带代号为7H。
3.梯形螺纹的牙型
4.梯形螺纹各部分名称、代号、计算公式及基本尺寸确定
5、梯形螺纹的车削方法 a)左右切削法 b)车直槽法 c)车阶梯槽法 1.梯形外螺纹的车削 (1)螺距小于4mm和精度要求不高的工件,可用一把梯形螺纹车刀,并用少量的左右切削法车削。 (2)螺距大于4mm和精度要求高的梯形螺纹,一般采用车直槽法,分刀车削,先用车槽刀车出螺旋槽,再用梯形螺纹车刀进行车削。具体做法如下: a)车梯形螺纹时,螺纹顶径留0.3mm左右余量,且倒角与端面成15°。 b)选用刀头宽度稍小于槽底宽的车槽刀,粗车螺纹(每边留0.25~ 0.35mm左右的余量)。
c)用梯形螺纹车刀采用左右切削法车削梯形螺纹牙型两侧面,每边留01~0.2mm的精车余量,并车准螺纹小径尺寸。 d)精车大径至图样要求。 e)选用梯形螺纹精车刀,采用左右切削法完成螺纹加工。 2.梯形内螺纹的车削 梯形内螺纹的车削与车削三角形内螺纹基本相同。车削梯形内螺纹时,进刀深度不易掌握,可先车准螺纹孔径尺寸,然后粗车。精车时应不进刀车削2~3次,以消除刀杆的弹性变形,保证螺纹的精度要求。 如有侵权请联系告知删除,感谢你们的配合!
螺纹基本尺寸对照表
英制锥管螺纹基本尺寸及公差(牙形角55o)BSPT
公制螺纹基本尺寸及公差(牙形角60o) M 55°圆锥管螺纹基本尺寸对照表最新下载-汇兴达
55°圆锥管螺纹基本尺寸对照表最新下载-汇兴达55°圆锥管螺纹(BSPT)
聊城市鑫茂祥管业有限公司专业经营钢管规格:5mm*1mm—1020mm*200mm合金钢管、外径22mm-127mm冷轧无缝钢管、外径 127mm-600mm,壁厚16mm-100mm,外径精度±%,壁厚精度±5%热轧中厚壁无缝钢管、16Mn外径400—1600mm、壁厚20—60mm 的大口径厚壁卷管,可定尺到16米及各种规格的无缝方管、异型无缝钢管等.常备钢管种类有:构造用无缝钢管、流体用无 缝钢管、液压无缝钢管、电力用无缝钢管、石油输送用无缝钢管、化肥设备用无缝钢管、煤矿用无缝钢管、不锈钢无缝钢管、化工用无缝钢管、纺织机械用无缝钢管、汽车;水利用无缝钢管,精密无缝钢管、光亮无缝钢管、军工医疗用无缝钢管、管道用无缝钢管、支柱用无缝钢管、合金无缝管、高压无缝管、大口径直缝焊管等。适用于工程、煤矿、纺织、电力、锅炉、机械、军工等各个领域。公司以良好的信用、优质的产品、雄厚的实力、低廉的价钱享誉全国30多个省、市、自治区、直 辖市及国外,产品深得用户依赖。 公司常年销售成都钢铁集团、冶钢集团、包头钢厂、宝钢集团、鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳钢厂等各大钢厂生产的各种无缝钢管及合金管。主营材质:20#、35#、45#、20G、20A、40Mn2、45Mn2、27SiMn、40MnB、20MnVB、20Cr、30Cr、35Cr、40Cr、45Cr、50Cr、 38CrSi、12CrMo 、20CrMo、35CrMo、42CrMo、12CrMoV、12Cr1MoV、38CrMoAL、50CrV、20CrMnSi、30CrMnSi、35CrMnSi、 20CrMnTi、30CrMnTi、12CrNi2、 12CrNi3、12Cr2Ni4、40CrNiMoA、45CrNiMoVA、20G、20MnG、25MnG、12CrMoG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、 12Cr3MoVSiTiB等实行标准:GB/T8162-99构造管、GB/T8163-99流体管、GB/T3087-99中低压锅炉管、GB/T5310-95高压锅炉管、GB/T6479-2000化肥专用管、27SiMn 液压支架管、高压合金管、GB/T9948-85石油裂化管GB9948-88、地质钻探用管YB235-70、汽车半轴套管YB/T5035-96。 现我公司有大量合金管、高压管、无缝方管、异型无缝钢管现货,将以优惠的价钱,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。 管螺纹的基本尺寸表 (2010-10-25 15:57:35) 转载▼ 标签: 杂谈 表(1)螺纹基本尺寸G1/2 、ZG1/2 (单位:mm)
度管螺纹标准尺寸对照表
55°圆锥管螺纹(BSPT) 螺纹代 号基本尺寸 英 寸 大径 mm d=D 螺距 mm p 每英寸牙 数 tpi 中径 mm d2=D 2 小径 外螺 纹 d3 牙型高 度 H1 圆弧尺 寸 r 底孔尺 寸 mm R 1/16 1/16" 7.723 0.907 28 7.142 6.561 0.581 0.125 6.4 R 1/8 1/8" 9.728 0.907 28 9.147 8.566 0.581 0.125 8.4 R 1/4 1/4" 13.157 1.337 19 12.301 11.445 0.856 0.184 11.2 R 3/8 3/8" 16.662 1.337 19 15.806 14.950 0.856 0.184 14.75 R 1/2 1/2" 20.955 1.814 14 19.793 18.631 1.162 0.249 18.25 R 3/4 3/4" 26.441 1.814 14 25.279 24.117 1.162 0.249 23.75 R 1 1" 33.249 2.309 11 31.77 30.291 1.479 0.317 30 R 1 1/4 1 1/4" 41.910 2.309 11 40.431 38.952 1.479 0.317 38.5 R 1 1/2 1 1/2" 47.803 2.309 11 46.324 44.845 1.479 0.317 44.5 R 2 2" 59.614 2.309 11 58.135 56.656 1.479 0.317 56 R 2 1/2 2 1/2" 75.184 2.309 11 73.705 72.226 1.479 0.317 71 R 3 3" 87.884 2.309 11 86.405 84.926 1.479 0.317 85.5 R 4 4" 113.030 2.309 11 111.551 110.072 1.479 0.317 110.5 R 5 5" 138.430 2.309 11 136.951 135.472 1.479 0.317 136 R 6 6" 163.830 2.309 11 162.351 160.872 1.479 0.317 161.5
螺纹国标对照表
普通螺纹直径与螺距系列GB/T193 —1981 普通螺纹基本尺寸GB/T196 —1981 普通螺纹公差与配合GB/T197 —1981 普通螺纹偏差表GB/T2516 —1981 商品紧固件的普通螺纹选用系列JB/T7912 —1999 商品紧固件的中等精度普通螺纹极限尺寸GB/T9145 —1988 光学螺纹光学仪器特种细牙螺纹ZBN30006—1988 光学仪器用目镜螺纹JB/T8204—1995 光学仪器用短牙螺纹JB/T5450-1991 紧配合螺纹过渡配合螺纹GB/T1167—1996 过盈配合螺纹GB/T1181—1998 小螺纹小螺纹牙型GB/T1505 4.1—1994 小螺纹直径与螺距系列GB/T1505 4.2—1994 小螺纹基本尺寸GB/T1505 4.3—1994 小螺纹公差GB/T15054.4-1994 小螺纹极限尺寸GB/T15054.5-1994 MJ螺纹MJ螺纹基本牙型GJB/T3.1 —1982 MJ螺纹螺栓与螺母螺纹的尺寸与公差GJB/T3.2 —1982 MJ螺纹管路件螺纹的尺寸与公差GJB/T3.3 —1985 MJ螺纹结构件的尺寸与公差GJB/T3.4 —1985 MJ螺纹计算公式GJB/T3.5 —1985 MJ螺纹首尾GJB52-1985 梯形螺纹梯形螺纹牙型GB/T5796 .1—1986 梯形螺纹直径与螺距系列GB/T5796 .2—1986 梯形螺纹基本尺寸GB/T5796 .3—1986 梯形螺纹公差GB/T5796 .4—1986 梯形螺纹极限尺寸GB/T12359—1990 机床梯形螺纹丝杠、螺母技术条件JB/T2886—1992 锻钢阀门用短牙梯形螺纹JB/TQ374—1985 锯齿形螺纹锯齿形(3 °、30°)螺纹牙型GB/T13576.1—1992 锯齿形(3 °、30°)螺纹直径与螺距系列GB/T13576.2—1992 锯齿形(3 °、30°)螺纹基本尺寸GB/T13576.3—1992 锯齿形(3 °、30°)螺纹公差GB/T13576.4—1992 水压机45 °锯齿形螺纹牙型与基本尺寸JB2076—1984 管螺纹用螺纹密封的管螺纹GB/T7306 —1987 非螺纹密封的管螺纹GB/T7307 —1987 60°圆锥管螺纹GB/T12716—1991 米制锥螺纹GB/T1415—1992 管路旋入端用普通螺纹尺寸系列GB/T1414—1978 气瓶专用螺纹GB/T8335-1998 通用基准螺纹术语 GB/T1479 1—1993
螺纹计算公式
一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式: 1英寸=25.4mm(代码)例1:(1/4-30) 1/4×25.4=6.35(牙径) 25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32) 3/16×25.4=4.76(牙径) 25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24) 3÷8×25.4=9.525(牙外径) 25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-32 6-32 (0.06+0.013)/代码×6=0.138 0.138×25.4=3.505(牙外径) 25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 二、1、孔内径计算公式:牙外径-1/2×牙距则应为: M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.19 2、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0 M6-(1.0×0.425)=5.575(最大下孔径) M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式: M6-(1.0×0.85)=5.15(最大) M6-(1.0×0.95)=5.05(最小) M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式: 1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6- 0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式: 1.四角形:对边径×1.414=对角径 2.五角形:对边径×1.2361=对角径 3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径 2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数 滚牙径计算公式 一、60°牙型的外螺纹中径计算及公差(国标GB 197/196) a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值公式表示:d/D-P×0.6495例:外螺纹 M8螺纹中径的计算 8-1.25×0.6495=8-0.8119≈7.188
螺纹计算公式
螺纹计算公式 紧固件生产中应用的相关计算公式: 一、60°牙型的外螺纹中径计算及公差(国标GB 197/196) a. 中径基本尺寸计算: 螺纹中径的基本尺寸=螺纹大径-螺距×系数值。 公式表示:d/D-P×0.6495 例:外螺纹M8螺纹中径的计算 8-1.25×0.6495=8-0.8119≈7.188 b.常用的6h外螺纹中径公差(以螺距为基准)。 上限值为”0” 下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118 P1.5-0.132 P1.75-0.150 P2.0-0.16 P2.5-0.17 上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。 M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07。 C.常用的6g级外螺纹中径基本偏差: (以螺距为基准)。 P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032 P1.75-0.034 P2-0.038 P2.5-0.042 上限值计算公式d2-ges即基本尺寸-偏差 下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差 例M8的6g级中径公差值:上限值7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042。 注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。 ③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准。 二、60°内螺纹中径计算及公差(GB 197 /196) a. 6H级螺纹中径公差(以螺距为基准)。 上限值: P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180 P1.25+0.00 P2.0+0.212 P2.5+0.224 下限值为”0”, 上限值计算公式2+TD2即基本尺寸+公差。 例M8-6H内螺纹中径为:7.188+0.160=7.348 上限值:7.188为下限值。 b. 内螺纹的中径基本尺寸计算公式与外螺纹相同即D2=D-P×0.6495即内螺纹中径螺纹大径-螺距×系数值。 c. 6G级螺纹中径基本偏差E1(以螺距为基准)。 P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032 P1.75+0.034 P1.00+0.026 P2.5+0.042 例:M8 6G级内螺纹中径上限值:7.188+0.026+0.16=7.374 下限值:7.188+0.026=7.214 上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差 下限值公式2+GE1即中径尺寸+偏差 三、外螺纹大径的计算及公差(GB 197/196) a. 外螺纹的6h大径上限值即螺纹直径值例M8为φ8.00上限值公差为”0”。金属加工微信,内容不错,值得关注。 b. 外螺纹的6h级大径下限值公差(以螺距为基准)。
螺纹基本尺寸对照表
创作编号:BG7531400019813488897SX 创作者:别如克* 螺纹基本尺寸对照表 (以及螺纹底孔相关尺寸) 参照机械设计师首册编制OPMSM 2005年7月
螺纹代号 Thread code 一、英制螺纹(螺纹牙型角55度) BSW——英国标准惠氏螺纹(粗牙) BSF——英国标准惠氏螺纹(细牙) G——直管螺纹(外螺纹分A、B两级即在螺纹中径公差有所区别, 丝锥分G、G-D)非密封性螺纹 R——锥管外螺纹(旧代号ZG;KG) RC——锥管内螺纹(旧代号ZG;KG) 二、美制螺纹(螺纹牙型角60度) UNC——统一制粗牙螺纹(代替NC) UNF——统一制细牙螺纹(代替NF) UNEF——统一制超细牙螺纹 UN——统一制不变螺距螺纹 UNS——统一制特殊螺纹 三、美制螺纹(螺纹牙型角60度) NPT——一般用途锥管螺纹(旧代号Z、K)(斜角为1°47'即1:16) NPSC——管接头直管内螺纹 NPSM——设备上自由配合,机械连接用直管螺纹 创作编号:BG7531400019813488897SX 创作者:别如克*
NPTF——干密封锥管螺纹 NPSF——干密封燃料内螺纹 NGT——气瓶用螺纹 四、米制螺纹(螺纹牙型角60度,斜角为1°47'24"即1:16) ZM——米制锥管螺纹 五、其它螺纹 SM——缝纫机螺纹(螺纹牙型角60度,平顶、螺纹底部为园弧形)PZ——气瓶螺纹 5V1至20V1——气门芯螺纹(螺纹牙型角60度,平顶、螺纹底部为园弧形) 六、管螺纹(螺纹牙型角55度,螺纹顶、底部为园弧形约) RC——圆锥内螺纹(螺纹牙型角55度,斜角为1°47'即1:16)RP——圆柱内螺纹(螺纹牙型角55度) R——圆锥外螺纹(螺纹牙型角55度,斜角为1°47'即1:16)七、普通螺纹(螺纹牙型角60度) M——普通螺纹代号 八、特殊螺纹 Tr——梯形螺纹(螺纹牙型角30度) B——锯齿形螺纹(牙型角30×30度)
常用普通螺纹基本尺寸
标记示例: M24(公称直径为24mm的粗牙普通螺纹); M24X1.5(公称直径为24mm,螺距为1.5mm的细牙普通螺纹); M24X1.5左(公称直径为24mm,螺距为1.5mm,方向为左旋的细牙普通螺纹). 公称直径D,d 螺距 P 中径 D2或d2 小径 D1或d1 第一系列第二系列 1 0.250.838 0.729 0.2 0.870 0.783 1.1 0.25 0.938 0.829 0.2 0.970 0.883 1.2 0.25 1.038 0.929 0.2 1.070 0.983 1.4 0.3 1.205 1.075 0.2 1.270 1.183 1.6 0.35 1.373 1.221 0.2 1.470 1.383 1.8 0.35 1.573 1.421 0.2 1.670 1.583 2 0.4 1.740 1.567 0.25 1.838 1.729 2.2 0.45 1.908 1.713 0.25 2.038 1.929 0.45 2.208 2.013
P D2或d2 D1或d1 第一系列第二系列 3 0.5 2.675 2.459 0.35 2.773 2.621 3.5 (0.6) 3.110 2.850 0.35 3.273 3.121 4 0.7 3.545 3.242 0.5 3.675 3.459 4.5 (0.75) 4.013 3.688 0.5 4.175 3.959 5 0.8 4.480 4.134 0.5 4.675 4.459 6 1 5.350 4.917 0.75 5.513 5.188 (0.5) 5.675 5.459 8 1.25 7.188 6.647 1 7.350 6.917 0.75 7.513 7.188 (0.5)7.675 7.459 10 1.5 9.026 8.376 1.25 9.188 8.647 1 9.350 8.917 0.75 9.513 9.188 (0.5)9.675 9.459 12 1.75 10.863 10.106 1.5 11.026 10.376 1.25 11.188 10.647 1 11.350 10.917 0.75 11.513 11.188 (0.5)11.675 11.459 14 2 12.701 11.835 1.5 13.026 1 2.376 (1.25)13.188 12.647 1 13.350 12.917 (0.75)13.513 13.138
梯形螺纹车
二、梯形螺纹车刀的几何角度和刃磨 梯形螺纹有米制和英制两类,米制牙型为30。,英制为29。。一般常用的是米制梯形螺纹。 梯形螺纹车刀分粗、精车刀两种。 1.梯形螺纹车刀的参数和角度(图2-8-1a、b) (1)两刃夹角 粗车刀应小于螺纹牙型角;精车刀应等于螺纹牙型角。 (2)刀头宽度 粗车刀的刀头宽度应为1/3螺距宽;精车刀的刀头宽度应等于牙底槽宽减0.05 Inln。 (3)纵向前角 1)高速钢车刀精车刀的纵向前角一般为10。~15。。精车刀为了保证牙型角正确,前角应等于0。,但实际生产时取5。~10。。此时应注意修正两刃夹角,以保证牙型角为30。。 2)硬质合金车刀一般纵向前角取0。(图2-8-2)。为解决3个刀刃同时切削,切削力较大,容易引起振动和排屑呈带状不完全的问题,采用图2-8-3所示的刀头形状,即有纵向圆弧 型的屑槽和一定的纵向前角。 (4)两侧刀刃主剖面前角 粗车刀为0。或为负前角,如图2-8-3所示。高速钢精车刀,两侧刀刃磨出了较大前角的卷 屑槽,前角为12。~20。,见图2-8-4。 (5)纵向后角 纵向后角一般为6。~8。。 (6)两侧刀刃主剖面后角 与矩形螺纹车刀相同。 174 第八章车削矩形、梯形螺纹 图2-8-2硬质合金梯形螺纹车刀
U日 图2-8-3 g~圆弧硬质合金梯形螺纹车刀 图2-8-4高速钢梯形螺纹精车刀 2.梯形螺纹车刀的刃磨 梯形螺纹车刀的刃磨与三角形螺纹车刀刃磨相似,但要注意以下问题:①用样板(图2培.5)或角度器校对刃磨两刀刃夹 角; ②有纵向前角的两刃夹角£’应进行修正; ③用角尺或角度器检验刃磨的两侧刀刃的后角; ④车刀刃口要光滑、平直、无爆口(虚刃),两侧刀 刃必须对称,刀头不歪斜; ⑤刀头磨出的各部分尺寸要符合被加工螺纹的图
常用普通螺纹基本尺寸对照表
常用普通螺纹基本尺寸对照表 标记示例: M24(公称直径为24mm的粗牙普通螺纹); M24X1.5(公称直径为24mm,螺距为1.5mm的细牙普通螺纹); M24X1.5左(公称直径为24mm,螺距为1.5mm,方向为左旋的细牙普通螺纹). 公称直径D,d 螺距 P 中径 D2或d2 小径 D1或d1 第一系列第二系列 1 0.250.838 0.729 0.2 0.870 0.783 1.1 0.25 0.938 0.829 0.2 0.970 0.883 1.2 0.25 1.038 0.929 0.2 1.070 0.983 1.4 0.3 1.205 1.075 0.2 1.270 1.183 1.6 0.35 1.373 1.221 0.2 1.470 1.383 1.8 0.35 1.573 1.421 0.2 1.670 1.583 2 0.4 1.740 1.567 0.25 1.838 1.729 2.2 0.45 1.908 1.713 0.25 2.038 1.929 0.45 2.208 2.013
P D2或d2 D1或d1 第一系列第二系列 3 0.5 2.675 2.459 0.35 2.773 2.621 3.5 (0.6) 3.110 2.850 0.35 3.273 3.121 4 0.7 3.545 3.242 0.5 3.675 3.459 4.5 (0.75) 4.013 3.688 0.5 4.175 3.959 5 0.8 4.480 4.134 0.5 4.675 4.459 6 1 5.350 4.917 0.75 5.513 5.188 (0.5) 5.675 5.459 8 1.25 7.188 6.647 1 7.350 6.917 0.75 7.513 7.188 (0.5)7.675 7.459 10 1.5 9.026 8.376 1.25 9.188 8.647 1 9.350 8.917 0.75 9.513 9.188 (0.5)9.675 9.459 12 1.75 10.863 10.106 1.5 11.026 10.376 1.25 11.188 10.647 1 11.350 10.917 0.75 11.513 11.188 (0.5)11.675 11.459 14 2 12.701 11.835 1.5 13.026 1 2.376 (1.25)13.188 12.647 1 13.350 12.917 (0.75)13.513 13.138
梯形螺纹基本知识
梯形螺纹基本知识 1)梯形螺纹车刀角度,如图4.1所示。 2)梯形螺纹切削方法:在数控车床上加工螺纹的方法有直进法、斜进法、左右进刀法。如图4.2所示。图4.1车刀角度 (a)直进法(b)左右切削法(c)斜进法 图4.2 梯形螺纹车削 b)梯形螺纹刀的安装 车刀主切削刃必须与工件轴线等高或略高。 刀尖的角平分线应垂直于工件轴线,应用角度样板找正装夹,以免产生螺纹半角误差。 螺纹刀杆伸出不能太长,以免产生震动。 c)梯形螺纹参数计算公式 1)表4.1外梯形螺纹 表4.1 梯形螺纹的计算式及其参数值
2)三针测量表4.2 测量时,把三根量针放置在螺纹两侧相对应的螺旋槽内,用千分尺量出两边量针顶点之间的距离M。根据M值可以计算出螺纹中径的实际尺寸。三针测量时,M值和中径的计算公式见表4.2。 表4.2 三针测量表 测量时要注意:一是三针测量用的量针直径(dD)不能太大,如果太大,则量针横截面与螺纹牙侧不相切,无法量得中径的实际尺寸;二是量针也不能太小,如果太小,则量针陷入牙槽中,其顶点低于螺纹牙顶而无法测量。 d)注意事项 1)车梯形螺纹时进给倍率和主轴倍率无效(固定100%)。 2)不要使用恒线速切削,用G97指令。 3)加工中的进给次数和被吃刀量应合理分配。 4)加工中要保证三针测量尺寸,利用Z向修改摩耗法切削。 5)必须设置导入量和导出量。 6)因车刀挤压会使螺纹大径尺寸膨长,因此车螺纹前的外圆直径应比大径小0.1mm~0.2.mm。 e)相关指令运用 G94端面切削循环 格式:
G94 X(U) Z(W) R F ; 图4.3为切削带有锥度的端面循环。刀尖从起始点A开始按1、2、3、4顺序循环,2(F)、3(F)表示F代码指令的工进速度,1(R)、4(R)的虚线表示刀具快速移动。R为锥面的长度当去掉格式中的R时,即为切削不带锥度的端面循环。 图4.3车带有锥度的端面循环 4.1.3 实训内容 数控车削加工大螺距梯形螺纹加工,完成该零件图4.4的加工实训,实体图4.5。 图4.4零件图图4.5 实体图 a)零件加工工艺分析 零件毛坯尺寸为?40的硬铝料,其表面粗糙度为Ra3.2μm.零件车削加工中,成型轮廓并不复杂主要有外圆柱面、槽、梯形螺纹等构成,但由于梯形螺纹截面尺寸较大,采用直进法切削很容易出现扎刀现象,因此在该零件中使用斜进法,G功能指令为G76。 1)装夹方式
螺纹基本尺寸对照表.
英制管螺纹基本尺寸及公差(牙形角 55o) BSPP 英制锥管螺纹基本尺寸及公差(牙形角 55o) BSPT
美制管螺纹基本尺寸及公差(牙形角 60o) UN(F) 布锥管螺纹基本尺寸及公差(牙形角60o) NPT
公制螺纹基本尺寸及公差(牙形角 60o) M
55 °圆锥管螺纹基本尺寸对照表最新下载-汇兴达55 °圆锥管螺纹基本尺寸对照表最新下载-汇兴达55 °圆锥管螺纹(BSPT)
R 1 / 2 1/2 20. 955 1.8 14 14 19. 793 1 8. 6 3 1 1.162 2 R 4. 3 3/ 4 26. 1.8 14 25. 1 1.162 / 441 14 279 1 4 7 3 0. R 1" 33. 2.3 11 31. 2 1.479 1 249 09 77 9 1 R 3 1 1 41. 2.3 40. 8. 1 1/4 910 09 11 431 9 1.479 / 5 4 2 R 4 1 1 47. 2.3 46. 4. 1 1/ 2 80 3 09 11 32 4 8 1.479 / 4 2 5 5 6. R 2" 59. 2.3 11 58. 6 1.479 2 614 09 135 5 6 R 2 2 75. 2.3 11 73. 7 2. 1.479 1/2 184 09 705 1 2
/ 2 2 6 8 4. R 87. 2.3 86. 3" 11 9 1.479 3 88 4 09 405 2 6 1 1 113 111 R 2.3 0. 4" .03 11 .55 1.479 4 09 0 0 1 7 2 1 3 138 136 R 2.3 5. 5" .43 11 .95 1.479 5 09 4 0 1 7 2 1 6 163 162 R 2.3 0. 6" .83 11 .35 1.479 6 09 8 0 1 7 2 聊城市鑫茂祥管业有限公司专业经营钢管规格:5mm*1mm —1020mm*200mm 合金钢管、外径22mm-127mm 冷轧无缝钢管、外径127mm-600mm ,壁厚16mm-100mm ,外径精度±0.5%, 壁厚精度±5% 热轧中厚壁无缝钢管、16Mn 外径400 —1600mm 、壁厚20 —60mm 的大口径厚壁卷管,可定尺到16 米及各种规格的无缝方管、异型无缝钢管等. 常备钢管种类有:构造用无缝钢管、流体用无缝钢管、液压无缝钢管、电力用无缝钢管、石油输送用无缝钢管、化肥设备用无缝钢管、煤矿用无缝钢管、不锈钢无缝钢管、化工用无缝钢管、纺织机械用无缝钢管、汽车;水利用无缝钢管,精密无缝钢管、光亮无缝钢管、军工医疗用无缝钢管、管道用无缝钢管、支柱用无缝钢管、合金无缝管、高压无缝管、大口径直缝焊管等。适用于工程、煤矿、纺织、电力、锅炉、机械、军工等各个领域。公司以良好的信用、优质的产品、雄厚的实力、低廉的价钱享誉全国30 多个省、市、自治区、直辖市及国外,产品深得用户依赖。 公司常年销售成都钢铁集团、冶钢集团、包头钢厂、宝钢集团、鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳 主营材质:20# 、35# 、45# 、20G 、20A 、40Mn2 、45Mn2 、27SiMn 钢厂等各大钢厂生产的各种无缝钢管及合金管
车梯形螺纹
项目二车梯形螺纹 一、学习要求: 1.掌握梯形螺纹各部分尺寸的计算方法 2.了解梯形螺纹车刀的几何形状及刃磨方法 3.掌握车削梯形螺纹技能及梯形螺纹的测量方法 二、使用工、量具 90°车刀45°车刀车槽刀梯形螺纹刀角度样板 三、学习过程 学习过程:观察不同种类的滚花刀,认识不同滚花刀的滚花花纹效果,最后练习 四、相关工艺知识 1.梯形螺纹各部分尺寸的计算 梯形螺纹有两种:一种是米制梯形螺纹,它的牙形角是30°;另一种是英制梯形螺纹,它的牙形角是29°。梯形螺纹的代号用字母“Tr”表示,记作“代号公称直径×螺距“来表示,左旋螺纹需要在尺寸之后加注“LH”,右旋不标注。
表8-1 米制梯形螺纹的各部分尺寸计算(mm) 2.梯形螺纹车刀几何形状 梯形螺纹车刀分为粗车刀和精车刀两种。 (1)高速钢梯形螺纹车刀
高速钢梯形螺纹车刀几何形状,如图6-8。 1)两刃夹角粗车刀应小于梯形螺纹牙形角(29°30′),精车刀应等于螺纹牙形角30 _+ _ 5′. 2)刀头宽度粗车刀刀头宽度应为三分之一螺距宽,精车刀的刀头宽度就等于牙底槽宽减0.05mm. 3)纵向前角粗车刀一般为15°左右;精车刀为了保证牙型正确,前角就等于0°,如图6-9。 4)纵向后角一般为6°~8°。 (2)硬质合金梯形螺纹车刀 硬质合金梯形螺纹车刀的几何形状,如图6-10。
高速切削螺纹时,由于车刀三个切削刃同时参加切削,且切削力较大,容易引起振动。因此,在实际生产上,多采用在螺纹车刀前刀面上磨出两个圆弧(如图6-11),这样可使径向前角增大,切削轻快,不易振动;切屑呈球状排出,保证操作安全。缺点是牙形精度较差。 (3)梯形内螺纹车刀 梯形内螺纹车刀的几何形状,如图6-12。
国标螺纹标准对照表
类别标准名称标准号与国际标准的关系 普通螺纹普通螺纹基本牙型GB/T192 —1981 与ISO68等效 普通螺纹直径与螺距系列GB/T193 —1981 与ISO261等效普通螺纹基本尺寸GB/T196 —1981 与ISO724等效普通螺纹公差与配合GB/T197 —1981 与ISO965/1等效普通螺纹偏差表GB/T2516 —1981 与ISO965/3等效商品紧固件的普通螺纹选用系列JB/T7912 —1999 与ISO262等效 商品紧固件的中等精度普通螺纹极限尺 寸 GB/T9145 —1988 与ISO965/2等效 光学螺纹光学仪器特种细牙螺纹ZBN30006—1988 - 光学仪器用目镜螺纹JB/T8204—1995 光学仪器用短牙螺纹JB/T5450-1991 紧配合螺纹过渡配合螺纹GB/T1167—1996 - 过盈配合螺纹GB/T1181—1998 小螺纹小螺纹牙型GB/T1505 4.1—1994 与ISO1501等效小螺纹直径与螺距系列GB/T1505 4.2—1994 小螺纹基本尺寸GB/T1505 4.3—1994 小螺纹公差GB/T15054.4-1994 小螺纹极限尺寸GB/T15054.5-1994 MJ螺纹MJ螺纹基本牙型GJB/T3.1 —1982 ISO5855 MJ螺纹螺栓与螺母螺纹的尺寸与公差GJB/T3.2 —1982 MJ螺纹管路件螺纹的尺寸与公差GJB/T3.3 —1985 MJ螺纹结构件的尺寸与公差GJB/T3.4 —1985 MJ螺纹计算公式GJB/T3.5 —1985 MJ螺纹首尾GJB52-1985
梯形螺纹梯形螺纹牙型GB/T5796 .1—1986 与ISO2901等效梯形螺纹直径与螺距系列GB/T5796 .2—1986 与ISO2902等效梯形螺纹基本尺寸GB/T5796 .3—1986 与ISO2904等效梯形螺纹公差GB/T5796 .4—1986 与ISO2903等效梯形螺纹极限尺寸GB/T12359—1990 - 机床梯形螺纹丝杠、螺母技术条件JB/T2886—1992 锻钢阀门用短牙梯形螺纹JB/TQ374—1985 锯齿形螺纹锯齿形(3 °、30°)螺纹牙型GB/T13576.1—1992 - 锯齿形(3 °、30°)螺纹直径与螺距系列GB/T13576.2—1992 锯齿形(3 °、30°)螺纹基本尺寸GB/T13576.3—1992 锯齿形(3 °、30°)螺纹公差GB/T13576.4—1992 水压机45 °锯齿形螺纹牙型与基本尺寸JB2076—1984 管螺纹用螺纹密封的管螺纹GB/T7306 —1987 与ISO7/1等效非螺纹密封的管螺纹GB/T7307 —1987 与ISO228/1等效60°圆锥管螺纹GB/T12716—1991 - 米制锥螺纹GB/T1415—1992 管路旋入端用普通螺纹尺寸系列GB/T1414—1978 气瓶专用螺纹GB/T8335-1998 通用基 准 螺纹术语GB/T1479 1—1993 与ISO5408等效