RMA-A3模压橡胶制品公差

Understanding Dimensional Tolerances for Rubber Components Delivers Closer-Tolerance Results
Unlike rigid machined materials,thermoset molded elastomers do not lend themselves to the same level of tolerancing. Being thermally molded, elastomers are subject to many variables. Temperature, cure time, mold tolerance, mold
registration, compound variation,and shrinkage are just some of the factors all molders encounter.The Rubber Manufacturers
Association (RMA) has developed tolerance tables with ranges to provide communications between user and provider across a wide range of industries, from precision aerospace electronic components to open tolerance products for consumer goods. These tolerance designations relate to the variability inherent in processing molded rubber parts and are referred to as RMA A2 “Precision” and RMA A3“Commercial”dimensional
tolerance designations. There are obviously costs involved as the rubber molder prepares to meet customer requirements at the RMA A2 level. This includes preparations for tooling, extra features, cavity finishes and cavity flow provisions.In processing, very close
temperature control and timing of molding cycles may add to the cost of the part.
The type of rubber material and particularly its durometer
hardness will determine if the part will experience substantial size change during its cool down.
“A2” Precision Drawing Designation
Dimensional Tolerance Table for Molded Rubber Products
“A3” Commercial Drawing Designation
Dimensional Tolerance Table for Molded Rubber Products
G Very soft rubbers (15 to 30 durometer) will be in a 3% to 4% shrink category.G Firm to almost rigid compounds (65 to 85 durometer) will shrink 1-1/2%to 2% allowing for tighter tolerances.
Stockwell Elastomerics, Inc.
4749 T olbut Street G Philadelphia, PA 19136 - USA (800) 523-0123 G (215) 335-3005 G Fax (215) 335-9433
https://www.sodocs.net/doc/979803030.html, e-mail: service@https://www.sodocs.net/doc/979803030.html,
General Part Inspection Recommendations
Often it is practical to machine a prototype cavity to evaluate how well the fit and function of prototype parts suit the application. Changes can be made in dimensions and tolerances when applied to the production
cavities. A prototype cavity can be cut in plates suitable for expansion to production cavities. This provides savings in tooling overall.
Regarding “A2” tolerancing and tighter, it is desirable that the exact method of measurement be agreed upon, as errors in measurement may be significant in relation to the tolerance.
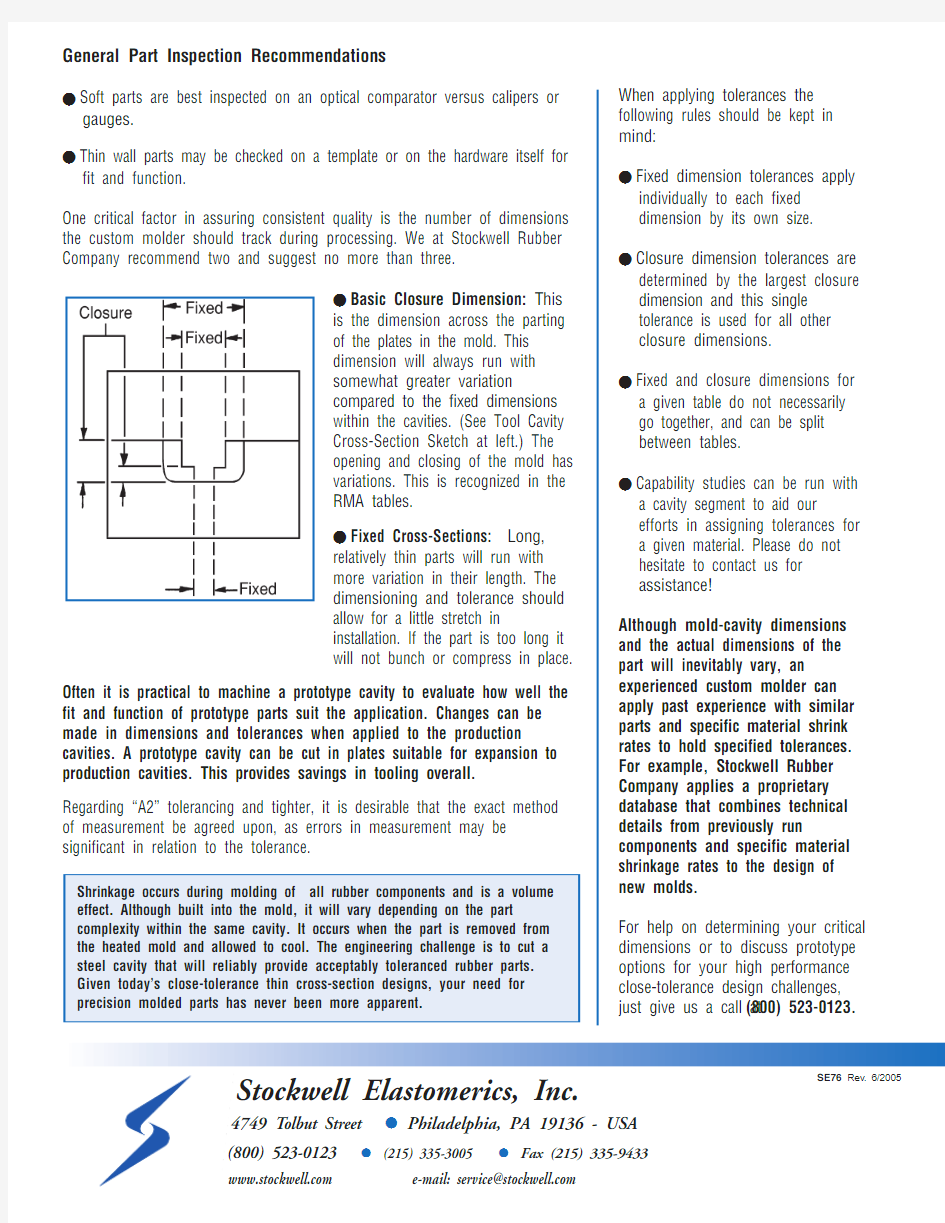
When applying tolerances the following rules should be kept in mind:
G Fixed dimension tolerances apply individually to each fixed dimension by its own size.G Closure dimension tolerances are determined by the largest closure dimension and this single tolerance is used for all other closure dimensions.G Fixed and closure dimensions for a given table do not necessarily go together, and can be split between tables.G Capability studies can be run with a cavity segment to aid our
efforts in assigning tolerances for a given material. Please do not hesitate to contact us for assistance!Although mold-cavity dimensions and the actual dimensions of the part will inevitably vary, an experienced custom molder can apply past experience with similar parts and specific material shrink rates to hold specified tolerances.For example, Stockwell Rubber Company applies a proprietary database that combines technical details from previously run
components and specific material shrinkage rates to the design of new molds.
For help on determining your critical dimensions or to discuss prototype options for your high performance close-tolerance design challenges, just give us a call at (800) 523-0123.
Shrinkage occurs during molding of all rubber components and is a volume effect. Although built into the mold, it will vary depending on the part
complexity within the same cavity. It occurs when the part is removed from the heated mold and allowed to cool. The engineering challenge is to cut a steel cavity that will reliably provide acceptably toleranced rubber parts.Given today’s close-tolerance thin cross-section designs, your need for precision molded parts has never been more apparent.
SE76Rev. 6/2005
橡胶制品检验标准
一目的明确橡胶制品进料品质验收标准,规范检验动作,使检验、判定标准能达到一致性 二范围本标准规定了橡胶制品进料检验的技术要求、包装要求、检验规则。本标准适用于本公司所有橡胶制品的进料检验。 三检验项目及规则 1.外观检验 ●制品表面应整洁,无飞过,毛剌等,且不允许有杂质,无明显划痕,泡状突起.表面纹路自然,表面无可见的微粒,无折射缺陷及浇注口印迹,流痕等. 目测和手感 2.尺寸检查 ●橡胶件尺寸必须按规定程序批准的产品设计图纸和各相关的国家标准制造,必须符合产品图样或技术文件的要求. 卷尺和卡尺 3.耐汽油性检查 ●在40OC的环境温度下,放在汽油中浸泡48h后,其本积变化率应小于10%,硬度变化为-25RHD以内,拉断强度变化率应在-35%以内,拉伸变化率在-20%以内。 4.耐润滑油性检查
●在70OC的环境温度下,放在润滑油中浸泡72h后,其体积变化率在-10%~+15%之间,硬度变化为-5~+10RHD之间,拉断强度变化率应在10%以内,伸长变化率在-30%以内。 5.硬度检查 ●橡胶件硬度应符合产品图纸或技术文件的要求。常用橡胶件的材质及硬度值,仅作为一般批产件验收参考,如有特殊要求时,请以经确认的技术要求执行。 6.耐老化性能检查 ●橡胶件必须具有一定的耐老化性。橡胶件在70OC温度试验下,经72h热空气老化试验后,其硬度变化不超过±15%IRHD,拉伸强度变化率不超过±30%,拉断伸长率变化不超过-50%。 7.耐温性能检查 ●低温试验后试样敲击无破现象,高温试验后试样弹性良好,弯折无龟裂现象。 8.裂缝试验 ●根据样品具体形状,用样品的全部或者取其中的一部分呈长条型,将其拉长10%,在变形的情况下,呈南北或东西方向放置三个月,在这期间通过肉眼观察,不允许出现裂缝。
橡胶制品检验标准
橡胶制品进料检验标准 一目的明确橡胶制品进料品质验收标准,规范检验动作,使检验、判定标准能达到一致性 二范围本标准规定了橡胶制品进料检验的技术要求、包装要求、检验规则。本标准适用于本公司所有橡胶制品的进料检验。 三检验项目及规则 外观检验 ●制品表面应整洁,无飞过,毛剌等,且不允许有杂质,无明显划痕,泡状突起.表面纹路自然,表面无可见的微粒,无折射缺陷及浇注口印迹,流痕等. 目测和手感 尺寸检查 ●橡胶件尺寸必须按规定程序批准的产品设计图纸和各相关的国家标准制造,必须符合产品图样或技术文件的要求. 卷尺和卡尺 耐汽油性检查 ●在40OC的环境温度下,放在汽油中浸泡48h后,其本积变化率应小于10%,硬度变化为-25RHD以内,拉断强度变化率应在-35%以内,拉伸变化率在-20%以内。
耐润滑油性检查 ●在70OC的环境温度下,放在润滑油中浸泡72h后,其体积变化率在-10%~+15%之间,硬度变化为-5~+10RHD之间,拉断强度变化率应在10%以内,伸长变化率在-30%以内。 硬度检查 ●橡胶件硬度应符合产品图纸或技术文件的要求。常用橡胶件的材质及硬度值,仅作为一般批产件验收参考,如有特殊要求时,请以经确认的技术要求执行。 耐老化性能检查 ●橡胶件必须具有一定的耐老化性。橡胶件在70OC温度试验下,经72h热空气老化试验后,其硬度变化不超过±15%IRHD,拉伸强度变化率不超过±30%,拉断伸长率变化不超过-50%。 耐温性能检查 ●低温试验后试样敲击无破现象,高温试验后试样弹性良好,弯折无龟裂现象。 裂缝试验 ●根据样品具体形状,用样品的全部或者取其中的一部分呈长条型,将其拉长10%,在变形的情况下,呈南北或东西方向放置三个月,在
公差等级表(整理全)
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT (即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。
橡胶制品常用测试方法及标准
1.胶料硫化特性 GB/T 9869—1997橡胶胶料硫化特性的测定(圆盘振荡硫化仪法) GB/T 16584—1996橡胶用无转子硫化仪测定硫化特性 ISO 3417:1991橡胶—硫化特性的测定——用摆振式圆盘硫化计 ASTM D2084-2001用振动圆盘硫化计测定橡胶硫化特性的试验方法 2 3. GB/T528—1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 ISO37:2005硫化或热塑性橡胶——拉伸应力应变特性的测定 ASTMD412-1998(2002)硫化橡胶、热塑性弹性材料拉伸强度试验方法JIS K6251:1993硫化橡胶的拉伸试验方法
DIN 53504-1994硫化橡胶的拉伸试验方法 4.橡胶撕裂性能 GB/T 529—1999硫化橡胶或热塑性橡胶撕裂强度的测定(裤形、直角形和新月形试样)ISO 34-1:2004硫化或热塑性橡胶—撕裂强度的测定-第一部分:裤形、直角形和新月形试片 5. (10— 6.压缩永久变形性能 GB/T 7759—1996硫化橡胶、热塑性橡胶在常温、高温和低温下压缩永久变形测定 ISO 815:1991硫化橡胶、热塑性橡胶在常温、高温和低温下压缩永久变形测定
ASTM D395-2003橡胶性能的试验方法压缩永久变形 JIS K6262:1997硫化橡胶及热塑性橡胶压缩永久变形试验方法 7.橡胶的回弹性 GB/T 1681—1991硫化橡胶回弹性的测定 8. ASTM D 746-2004用冲击法测定塑料及弹性材料的脆化温度的试验方法ASTM D 2137-2005弹性材料脆化温度的试验方法 JIS K 6261-1997硫化橡胶及热塑性橡胶的低温试验方法 9.橡胶热空气老化性能
ASM汽车橡胶产品分类系统标准中文
A S T M D2000–98 C (出版日期1999-11-24,汽车工程师学会同意,SAE推荐J200) 汽车橡胶产品分类系统标准*1 1.范围 1.1本分类系统把用于汽车的橡胶产品(但不限于此)列表示出硫化橡胶(天然胶,再生胶,合成胶,单一或混合 胶)的特性. 注1.本分类系统可用于其他工业的需要,就象SAE的钢号一样.但必须记住:本系统服务于汽车工业. 使用时请用最新版本. 1.2本分类系统的前提是:所有橡胶制品的性质可以划分入特有的材料牌号.这些牌号被由基于耐热老化的 TYPE(类别)和基于耐油溶胀CLASSES(等级),结合描述附加要求的值,从而建立基本的LEVELS(水平),这些值允许全面描述所有弹性材料的质量. 1.3对于一件特殊产品,如果本分类系统的早先版本与具体规范有抵触,则以新版本为准. 注2.当橡胶产品用于未被本分类系统描述的非常特殊用途,采购方应首先与供方磋商,建立适宜的特性,试验方法和规范试验界限. 1.4在S1(译者注:国际单位)单元中陈述的值被视为标准. 2.参考文件. 2.1ASTM标准 D395 橡胶性能试验方法----压缩变形;*2 D412 硫化橡胶,热塑橡胶和热塑性弹性体试验方法—拉伸;*2 D429 橡胶性能试验方法----与硬底层黏结;*2 D430 橡胶老化试验方法-----动态寿命;*2 D471 橡胶性能试验方法----液体效应; *2 D573 橡胶试验方法----空气炉中老化; *2 D575 橡胶压缩特性试验方法; *2 D624 常规硫化橡胶和热塑性弹性体的撕裂强度试验方法; *2 D865 橡胶试验方法----空气中热老化; *2 D925 橡胶性能试验方法----表面瑕疵(接触,移动和扩散); *2 D945 压缩或剪切中橡胶性能的试验方法(机械示波器); *2 D1053 橡胶性能试验方法----低温硬化:柔性的聚合物和涂织物; *2 D1171 橡胶老化试验方法----表面臭氧裂纹,室内和室外(三角试样) *2 D1329 评价橡胶性能的试验方法---- 低温回弹(TR试验); *2 D1349 橡胶实践----试验温度标准; *2 D1418 橡胶和橡胶乳液的实践----术语; *2 D2137 橡胶性能试验方法----柔性聚合物和涂织物的脆性点; *2 D2240 橡胶性能试验方法----硬度; *2 D3183 橡胶实践----用产品上取样的试样准备; *2 D5964 橡胶实践----IRM902和IRM903替代ASTM 2号油和ASTM 3号油. *2 3.目的 3.1本分类目录的目的是给工程师选择实际的,可行的橡胶材料,并进一步提供一个简单的”Line—Call—Out”规 定材料牌号的方法. 3.2本分类系统被发展成允许未来的橡胶材料增加叙述值,而不必完全重组分类系统,且方便结合未来的新试验 方法,以保持与工业需求的改进同步. 4.类别(Type)和等级(Class) 4.1前缀字符“M”用于表示分类系统基于国际单位制(SI). 注3“Call –out”不用字符”M”,他参考早先出版与1980年的”英寸—磅”制. 4.2橡胶材料以类别(耐热)和等级(耐液)为基础进行设计.类别和等级用字母表示,见表1,表2和9.1中的图. 4.3类别(Type)基于拉伸强度变化不大于±30%,伸长率变化不大于-50%,在相应的温度下保持70h,硬度 (变化)不超过15点. 在该温度下决定这些材料的类型.按表1. 4.4等级(Class)基于材料耐液性,是在ASTM 3号油中浸润70h,保持表1规定的温度,除非所有最高温度是 150℃(稳定性上限),每个等级溶账的极限见表2. 4.4.1在实践D5964 中ASTM 2号和3号油已分别被IRM902和IRM903油代替.这些油与ASTM 2号和3 号油相似,但不相同.
标准尺寸公差
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 3 6 4 5 8 12 18 30 48 75 6 10 4 6 9 15 22 36 58 90 10 18 5 8 11 18 27 43 70 110 18 30 6 9 13 21 33 52 84 130 30 50 7 11 16 25 39 62 100 160 50 80 8 13 19 30 46 74 120 190 80 120 10 15 22 35 54 87 140 220 120 180 12 18 25 40 63 100 160 250 180 250 14 20 29 46 72 115 185 290 250 315 16 23 32 52 81 130 210 320 315 400 18 25 36 57 89 140 230 360 400 500 20 27 40 63 97 155 250 400 注:基本尺寸小于1mm时,无IT14至IT18。 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸; 括号内的参考尺寸; 矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 f(精密级) ± ± ± ± ± ± ± -m(中等级) ± ± ± ± ± ± ± ±2 c(粗糙级) ± ± ± ± ± ±2 ±3 ±4 v(最粗级) - ± ±1 ± ± ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30 f(精密级) ± ± ±1 ±2 m(中等级) c(粗糙级) ± ±1 ±2 ±4 v(最粗级) 表3 角度尺寸的极限偏差数值 公差等级 长度分段 ≤10 >10~50 >50~120 >120~400 >400 f(精密级) ±1° ±30' ±20' ±10' ±5' m(中等级) c(粗糙级) ±1°30' ±1° ±30' ±15' ±10' v(最粗级) ±3° ±2° ±1° ±30' ±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
橡胶国家标准大全
橡胶国家标准大全 No. 标准编号标准名称 1 GB/T 10541-2003 近海停泊排吸油橡胶软管 2 GB/T 19090-200 3 矿用输送空气和水的织物增强橡胶软管及软管组合件 3 GB 7542-2003 铁路机车车辆制动用橡胶软管 4 GB/T 10546-2003 液化石油气(LPG)用橡胶软管和软管组合件散装输送用 5 GB/T 15329.1-2003 橡胶软管及软管组合件织物增强液压型第1部分: 油基 流体用 6 GB/T 18950-2003 橡胶和塑料软管静态下耐紫外线性能测定 7 GB/T 5566-2003 橡胶或塑料软管耐压扁试验方法 8 GB/T 19228.3-2003 不锈钢卡压式管件用橡胶O型密封圈 9 GB 4491-2003 橡胶输血胶管 10 GB/T 19089-2003 橡胶或塑料涂覆织物耐磨性的测定马丁达尔法 11 GB/T 19208-2003 硫化橡胶粉 12 GB/T 13460-2003 再生橡胶 13 GB/T 11409.9-2003 橡胶防老剂、硫化促进剂盐酸不溶物含量的测定 14 GB/T 11409.6-2003 橡胶防老剂、硫化促进剂表观密度的测定 15 GB/T 11409.3-2003 橡胶防老剂、硫化促进剂软化点的测定 16 GB 4655-2003 橡胶工业静电安全规程 17 GB/T 5009.64-2003 食品用橡胶垫片(圈)卫生标准的分析方法 18 GB/T 5009.66-2003 橡胶奶嘴卫生标准的分析方法 19 GB/T 5009.79-2003 食品用橡胶管卫生检验方法 20 GB/T 5009.152-2003 食品包装用苯乙烯—丙烯腈共聚物和橡胶改性的丙烯腈 —丁二烯—苯乙烯树脂 及其成型品中残留丙烯腈单体的测定 21 GB/T 1698-2003 硬质橡胶硬度的测定 22 GB/T 1699-2003 硬质橡胶马丁耐热温度的测定 23 GB/T 18943-2003 多孔橡胶与塑料动态缓冲性能测定 24 GB/T 18944.1-2003 高聚物多孔弹性材料海绵与多孔橡胶制品第1部分: 片 材 25 GB/T 18946-2003 橡胶涂覆织物橡胶与织物粘合强度的测定直接拉力法 26 GB/T 18951-2003 橡胶配合剂氧化锌试验方法 27 GB/T 18952-2003 橡胶配合剂硫磺试验方法 28 GB/T 18953-2003 橡胶配合剂硬脂酸定义及试验方法 29 GB/T 7760-2003 硫化橡胶或热塑性橡胶与硬质板材粘合强度的测定90° 剥离法 30 GB/T 7762-2003 硫化橡胶或热塑性橡胶耐臭氧龟裂静态拉伸试验 31 GB/T 4500-2003 橡胶中锌含量的测定原子吸收光谱法 32 GB/T 11202-2003 橡胶中铁含量的测定1,10-菲罗啉光度法 33 GB/T 9881-2003 橡胶术语 34 GB/T 12587-2003 橡胶或塑料涂覆织物抗压裂性的测定 35 GB/T 7755-2003 硫化橡胶或热塑性橡胶透气性的测定
橡胶制品公差
国际标准化组织IOS 3302-1 橡胶制品公差 本材料是在国际标准化组织的ISO文件的基础上再创作出来的,不能再出售。ISO文件的所有部分不能以任何形式在复制。 前言 ISO(国际标准化组织)是国家标准化组织(ISO成员国)的世界范围内的联盟。通常它通过ISO技术委员会承担制定国际标准的工作。各个成员对技术委员会制定的题目感兴趣有权向委员会提出。与ISO有联系的政府或非政府标准化组织也加入这项工作。在电工技术标准化方面,ISO与IEC(国际电工技术委员会)密切合作。 技术委员会通过的国际标准草案需要在成员中流传以便投票表决。标准委员会要求在国际标准得到批准之前,要得到至少75%的成员表决通过。 ISO3302-1国际标准由ISO/TC45技术委员会,橡胶和橡胶制品分会编制。 本版为第二版,废止和取代ISO3302-1990版,橡胶制品使用的尺寸公差,该版本在技术上作了修订,特别是表1的相关内容(模具公差)。在总题目为橡胶制品公差的下面,国际标准ISO3302分为两个部分:第1部分:尺寸公差第2部分:几何公差 介绍 橡胶制品在经过加工和硫化后在尺寸上会发生变化。引起这种变化的因素不同,例如,模压收缩和模具松弛后膨胀。在设计用于给定产品的加工模具时,应该确定并容许这种变化。本技术条件中不需要规定接近的公差等级,除非有此要求,但是,应该限定这些尺寸,将它们视为关键尺寸。在加工过程中,精度等级越高,越接近控制尺寸,而成本越高。当要求产品具有特殊的物理性能时,不太可能同时又达到最接近的公差。建议在这种情况下,由双方协商解决。总的来说,较软的硫化橡胶制品(即硬度低于50/RHD的橡胶-见 ISO48)比较硬的硫化橡胶制品的公差更大。国际标准化组织,2000版权所有信息管理服务站ISO国际标准ISO3302-1996E橡胶-制品公差 第一部分尺寸公差 1.适用范围 国际标准的本部分规定了尺寸公差等级和它们的值,适用于模压生产,挤压生产和压延生产的硬质橡胶制品。同时规定了符合本标准的相关试验方法。 本公差主要用于硫化橡胶,同时也适用于热缩橡胶的制品。 国际标准ISO3302的本部分不适用于高精度环形密封环,也不适用于压延的合成制品,比如涂胶纤维织物或者其他经过涂胶工艺的其他制品。 2.引用标准
橡胶类零部件标准
橡胶类(含轮胎)零部件标准 范围: 本标准规定了硫化橡胶的种类、机械性能、试验方法和检查方法,本标准适用除硬质橡胶和海绵橡胶以外的其他橡胶。 本标准有部分引用了相关国家标准、行业标准,有部分采取了适合企业生产实际的企业标准,所以本标准将会不断修订和改进,在使用和参考本标准时应随时注意相关国家标准的相应变化和新出的相关国家标准。 试验方法: 1、硫化橡胶耐油试验方法 2、硫化橡胶抗臭氧试验方法 3、硫化橡胶拉伸强度试验方法 4、硫化橡胶不规则体强度试验方法 5、硫化橡胶耐磨耗试验方法 6、硫化橡胶热空气老化试验方法 7、硫化橡胶多层制品剥离强度试验方法 8、硫化橡胶制品比重试验方法 9、硫化橡胶种类判定方法 10、硫化橡胶邵尔A硬度试验方法 硫化橡胶使用材料:
四、材料表示方法及性能: 种类表示方法使用目的适用橡胶 普通硫化橡胶R 在不要求耐油耐热性耐臭氧老化时,用做普通橡胶件及缓 冲橡胶 天然橡胶(NR、 丁苯橡胶(SBR 异戊二烯橡胶 (IR) 耐油性硫化橡胶NBR 用于普通的耐油性橡胶、耐汽油橡胶,使用于油封等腈系橡胶(NBR CR 用于要求具有多项耐油性、耐侯性的橡胶制品氯丁二烯橡胶(CR)EPDM 用于耐天候性、耐臭氧、耐较高温度的橡胶制品,耐制动 液性能优良,可做液刹皮腕 三元乙丙橡胶EPDM 耐热性硫化橡胶 Q 用于要求耐热、耐寒性的橡胶件,使用于汽缸衬垫等硅橡胶Q 氟橡胶FPM ACM 使用于要求耐热、耐油、耐老化的橡胶制品丙烯酸脂橡胶ACM 耐热耐油橡胶FPM 使用于要求具有最强的耐热耐油耐化学腐蚀的橡胶氟橡胶FPM 改性PVC / 使用于要求耐臭氧有一定强度的,较低弹性的制品软质PVC 橡塑PVC+NBR 需要一定耐油性,耐臭氧老化性的制品 备注所有橡胶件制品均要求为非污染性橡胶 五、橡胶类别判定方法: 1、燃烧试验法: 橡胶名称燃烧特性残渣气味 燃烧性自熄性火焰特征 氯丁橡胶难仲等)有(慢)火焰根部呈绿色,与铜丝一起加热时绿色更明显膨胀 氟橡胶极难离开火 焰就灭 火焰根部呈绿色,与铜丝一起加热时绿色更明显 天然胶易无橙黄色火焰,喷射火花或火星,冒浓黑烟软化淌滴,起泡,残渣 无粘性丁苯胶易无橙黄色火焰,喷射火花或火星,冒浓黑烟 三元乙丙胶易无火焰根部呈蓝色,冒泡无烟,淌滴,烟味具 有石蜡气味丁腈胶易无橙黄色火焰,喷射火花或火星,冒浓黑烟略膨胀,残渣代节, 无粘性硅橡胶中等有白色,亮白色火焰白色残渣 聚硫橡胶易无蓝紫色火焰,外层砖红色fS味 2、橡胶热分解产物颜色判定法: 方法:将剪细的试样1-2g装入试管内,在酒精灯上加热,使其试样热解,将热解出的气体及油珠分别导入盛有的四种溶液(A、B、C、D顺序),试管中,观察其颜色及油珠的沉浮情况,根据颜色及油珠的变化初步判定 其胶型。 溶液
GB/T1804-m_一般公差
一般公差 线性尺寸的未注公差 本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1 范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 GB6403.4-86 零件倒圆与倒角 3 术语 3.1 一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 4 线性尺寸的一般公差 4.1 线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表2。 4.2 规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。 4.3 本公司图样上线性尺寸的未注公差,选取GB1804-m。 1
表1 线性尺寸的极限偏差数值 尺寸分段 公差等级 >1000~2000>2000~4000 >0.5~3 >3~6 >6~30 >30~120>120~400>400~1000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 尺寸分段 公差等级 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) 注:倒圆半径与倒角高度的含义参见GB6403.4。 5 线性尺寸的一般公差的表示方法 采用GB/T1804规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级 符号表示。例如选用中等级时,表示为:GB/T1804-m 2
橡胶制品检验标准
橡胶制品检验标准 Prepared on 22 November 2020
橡胶制品进料检验标准 一目的明确橡胶制品进料品质验收标准,规范检验动作,使检验、判定标准能达到一致性 二范围本标准规定了橡胶制品进料检验的技术要求、包装要求、检验规则。本 标准适用于本公司所有橡胶制品的进料检验。 三检验项目及规则 1.外观检验 ●制品表面应整洁,无飞过,毛剌等,且不允许有杂质,无明显划痕,泡状突起.表 面纹路自然,表面无可见的微粒,无折射缺陷及浇注口印迹,流痕等. 目测和手感 2.尺寸检查 ●橡胶件尺寸必须按规定程序批准的产品设计图纸和各相关的国家标准制造,必须符 合产品图样或技术文件的要求. 卷尺和卡尺 3.耐汽油性检查 ●在40OC的环境温度下,放在汽油中浸泡48h后,其本积变化率应小于10%,硬 度变化为-25RHD以内,拉断强度变化率应在-35%以内,拉伸变化率在-20%以内。 4.耐润滑油性检查 ●在70OC的环境温度下,放在润滑油中浸泡72h后,其体积变化率在-10%~+15% 之间,硬度变化为-5~+10RHD之间,拉断强度变化率应在10%以内,伸长变化率在-30%以内。 5.硬度检查
●橡胶件硬度应符合产品图纸或技术文件的要求。常用橡胶件的材质及硬度值,仅作为一般批产件验收参考,如有特殊要求时,请以经确认的技术要求执行。 6.耐老化性能检查 ●橡胶件必须具有一定的耐老化性。橡胶件在70OC温度试验下,经72h热空气老化试验后,其硬度变化不超过±15%IRHD,拉伸强度变化率不超过±30%,拉断伸长率变化不超过-50%。 7.耐温性能检查 ●低温试验后试样敲击无破现象,高温试验后试样弹性良好,弯折无龟裂现象。 8.裂缝试验 ●根据样品具体形状,用样品的全部或者取其中的一部分呈长条型,将其拉长10%,在变形的情况下,呈南北或东西方向放置三个月,在这期间通过肉眼观察,不允许出现裂缝。 注:3-8项测试要求,供应商应提供产品合格证明,以证明产品符合上述要求和国标.
橡胶技术网 - HG4-329-66密封橡胶制品(环状)化工部标准
本标准适用于由耐油、耐热、耐酸碱等胶料制成的各种断面形状的全胶或夹织物的密封橡胶制品,用于各类机械设备中,于规定的温度、压力下和不同的工作介质中起密封作用。 一、技术条件 1、密封橡胶制品的规格尺寸及公差应按照订货方规定程序批准的图纸制造。图纸上应注明工作面和标志部位,以及选用胶料组号。 2、密封橡胶制品用胶料按其特性分为四组: Ⅰ组:耐油胶料; Ⅱ组:普通胶料; Ⅲ组:耐热胶料; Ⅳ组:耐酸碱胶料。 3、各组胶料的特性及工作条件应符合表1规定: 表1
4、胶料物理机械性能应符合表2规定: 表2
5、密封橡胶制品图纸上未注明尺寸公差的部位其公差按表3规定: mm 表3 6、密封橡胶制品的工作表面应平整,不允许有气泡、杂质、凹凸不平等缺陷。在非工作表面上,全胶制品的外观质量指标应符合表4规定;夹织物制品外观质量指标应符合表5规定: 表4
表5
二、检验规则 7、产品应由制造厂的技术检查部门检查验收。 8、产品以同类型不多于5000件为一批。 9、产品应按第一章第6条规定逐件进行外观质量检查。 10、产品的主要尺寸及公差按表3规定进行抽验,抽验数量不少于2%(每种规格应不少于5件)。抽验结果如不合格,应再取双倍试样进行复验,复验后仍有一项不合格,则应逐件进行检查。 11、每批产品所用胶料的物理机械性能,应按第三章的检验方法,对表2所规定的项目进行试验,如试验结果不合格,应再取双倍试样,对不合格项目进行复试,复试后仍有一项不合格,则该批胶料另行处理。 12、老化系数、耐油、耐酸碱试验可定期进行,但每月不少于一次,脆性温度试验每季不少于一次。 三、检验方法 13、产品的主要尺寸,用精确度为0.05毫米的量具进行测量,内径超过500毫米的产品,可用分度为1毫米的量具进行测量。
橡胶制品常用测试方法及标准
橡胶制品常用测试方法 及标准 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
1.胶料硫化特性 GB/T 9869—1997橡胶胶料硫化特性的测定(圆盘振荡硫化仪法) GB/T 16584—1996橡胶用无转子硫化仪测定硫化特性 ISO 3417:1991橡胶—硫化特性的测定——用摆振式圆盘硫化计 ASTM D2084-2001用振动圆盘硫化计测定橡胶硫化特性的试验方法 ASTM D5289-1995(2001)橡胶性能—使用无转子流变仪测量硫化作用的试验方法 DIN 53529-4:1991橡胶—硫化特性的测定——用带转子的硫化计测定交联特性 2.未硫化橡胶门尼粘度 GB/T —2000未硫化橡胶用圆盘剪切粘度计进行测定—第1部分:门尼粘度的测定 GB/T 1233—1992橡胶胶料初期硫化特性的测定—门尼粘度计法 ISO 289-1:2005未硫化橡胶——用剪切圆盘型黏度计—第一部分:门尼黏度的测定
ISO 289-2-1994未硫化橡胶——用剪切圆盘型黏度计测定—第二部分:预硫化特性的测定 ASTM D1646-2004橡胶粘度应力松驰及硫化特性(门尼粘度计)的试验方法JIS K6300-1:2001未硫化橡胶-物理特性-第1部分:用门尼粘度计测定粘度及预硫化时间的方法 3.橡胶拉伸性能 GB/T528—1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 ISO37:2005硫化或热塑性橡胶——拉伸应力应变特性的测定 ASTMD412-1998(2002)硫化橡胶、热塑性弹性材料拉伸强度试验方法 JIS K6251:1993硫化橡胶的拉伸试验方法 DIN 53504-1994硫化橡胶的拉伸试验方法 4.橡胶撕裂性能 GB/T 529—1999硫化橡胶或热塑性橡胶撕裂强度的测定(裤形、直角形和新月形试样)
未注尺寸公差标准
未注尺寸公差标准 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 未注公差,是俗称,是业内习惯用语,一般就是指“未注尺寸公差”。 在规范的零件图中,在技术要求中,应该明确表明,未注尺寸公差按某标准某项执行;未注形位公差按某标准某项执行。 有时候,有些尺寸公差在图纸上没有标示出来,但这些尺寸公差又不是自由公差。为了简化标注,在图面上或技术说明中注明“未注公差”。.例如:图中未注公差±0.05.。在这个图中,未注公差≠自由公差。 https://https://www.sodocs.net/doc/979803030.html,/view/de43bd32591b6bd97f192279168884 868762b8b4.html 1.未注尺寸公差按GB/T1804-2000-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm
橡胶制品检验标准
橡胶制品检验标准 It was last revised on January 2, 2021
橡胶制品进料检验标准 一目的明确橡胶制品进料品质验收标准,规范检验动作,使检验、判定 标准能达到一致性 二范围本标准规定了橡胶制品进料检验的技术要求、包装要求、检验规 则。本标准适用于本公司所有橡胶制品的进料检验。 三检验项目及规则 1.外观检验 ●制品表面应整洁,无飞过,毛剌等,且不允许有杂质,无明显划痕,泡状 突起.表面纹路自然,表面无可见的微粒,无折射缺陷及浇注口印迹,流痕等. 目测和手感 2.尺寸检查 ●橡胶件尺寸必须按规定程序批准的产品设计图纸和各相关的国家标准制 造,必须符合产品图样或技术文件的要求. 卷尺和卡尺 3.耐汽油性检查 ●在40OC的环境温度下,放在汽油中浸泡48h后,其本积变化率应小于 10%,硬度变化为-25RHD以内,拉断强度变化率应在-35%以内,拉伸变化 率在-20%以内。 4.耐润滑油性检查 ●在70OC的环境温度下,放在润滑油中浸泡72h后,其体积变化率在- 10%~+15%之间,硬度变化为-5~+10RHD之间,拉断强度变化率应在10% 以内,伸长变化率在-30%以内。
5.硬度检查 ●橡胶件硬度应符合产品图纸或技术文件的要求。常用橡胶件的材质及硬度值,仅作为一般批产件验收参考,如有特殊要求时,请以经确认的技术要求执行。 6.耐老化性能检查 ●橡胶件必须具有一定的耐老化性。橡胶件在70OC温度试验下,经72h热空气老化试验后,其硬度变化不超过±15%IRHD,拉伸强度变化率不超过±30%,拉断伸长率变化不超过-50%。 7.耐温性能检查 ●低温试验后试样敲击无破现象,高温试验后试样弹性良好,弯折无龟裂现象。 8.裂缝试验 ●根据样品具体形状,用样品的全部或者取其中的一部分呈长条型,将其拉长10%,在变形的情况下,呈南北或东西方向放置三个月,在这期间通过肉眼观察,不允许出现裂缝。 注:3-8项测试要求,供应商应提供产品合格证明,以证明产品符合上述要求和国标.
公差等级表
公差等级表 标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
公差与配合 1.基本偏差系列及配合种类 自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴
用h(-);长度用(±) IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1线性尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~ 1000 >1000~ 2000 >2000~ 4000
模压产品公差
橡胶-制品公差 模压制品公差 标称尺寸M1级M2级M3级M4级 以上以下 F ± C ± F ± C ± F ± C ± F&C ± 0 4.0 6.3 10 16 25 40 63 100 160 4.0 6.3 10 16 25 40 63 100 160 - 0.08 0.10 0.10 0.15 0.20 0.20 0.25 0.35 0.40 0.3% 0.10 0.12 0.15 0.20 0.20 0.25 0.25 0.40 0.50 0.4% 0.10 0.15 0.20 0.20 0.25 0.35 0.40 0.50 0.70 0.5% 0.15 0.20 0.20 0.25 0.35 0.40 0.50 0.70 0.80 0.8% 0.25 0.30 0.40 0.50 0.60 0.80 1.00 1.30 0.8% 0.40 0.50 0.60 0.80 1.00 1.30 1.60 2.00 1.3% 0.5 0.70 0.80 1.00 1.30 1.60 2.00 2.50 1.5% 无支承挤压制品的截面尺寸公差 标称尺寸等级E1 ± 等级E2 ± 等级E3 ± 以上以下 1.5 2.5 4.00 6.30 10 16 25 40 63 1.5 2.5 4.00 6.30 10 16 25 40 63 - 0.15 0.20 0.25 0.35 0.40 0.50 0.70 0.80 1.00 1.30 0.25 0.35 0.40 0.50 0.70 0.80 1.00 1.30 1.60 2.00 0.40 0.50 0.70 0.80 1.00 1.30 1.60 2.00 2.50 3.20 芯棒支承的挤压制品的截面尺寸公差 单位: mm(另有规定除外)标称尺寸等级EN1 ± 等级EN2 ± 等级EN3 ± 以上以下 0 4 6.3 10 16 25 40 63 100 4 6.3 10 16 25 40 63 100 160 0.20 0.20 0.25 0.35 0.40 0.50 0.70 0.80 1.00 0.20 0.25 0.35 0.40 0.50 0.70 0.80 1.00 1.30 0.35 0.40 0.50 0.70 0.80 1.00 1.30 1.60 2.00
橡胶件的技术规范
橡胶件的技术规范 1 范围本标准规定了本公司各类产品中使用的橡胶件的技术要求、试验方法、检验规则、包装及贮存。本标准适用于橡胶件成品件的进货检验、型式检验、包装、贮存管理。 2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 533 硫化橡胶密度的测定 GB/T 1690 硫化橡胶耐液体试验方法 GB/T 3452.2 液压气动用O 型橡胶密封圈外观质量检验标准 GB/T3452.1 液压气动用O 型橡胶密封圈第1 部分:尺寸系列及公差 GB/T 3512 硫化橡胶或热塑性橡胶热空气加速老化和耐热试验 GB/T 5723 硫化橡胶或热塑性橡胶试验用试样和制品尺寸的测量 GB/T 20739 橡胶制品贮存指南 GB/T 5721 橡胶密封制品标志、包装、运输、贮存的一般规定 GB/T 528 硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 BS EN549 燃气器具、设备密封件和膜片用橡胶材料规范 NSF 61 饮用水系统部件健康影响 BS EN331 建筑物燃气供应设备用手动球阀和密封底部锥体旋塞阀 ASME B16.33 压力在125PSI 以下燃气系统用手动金属制燃气阀门 ASME B16.44 家用管道系统中使用的手工操作的金属气体阀门 CJ 50 瓶装液化石油气调压器 CJ/T 180 家用手动燃气阀门 HG/T 2807 城镇燃气调压器用橡胶膜片 Q/NZFJ30 液化石油气瓶阀 3 技术要求 3.1 通用技术要求 3.1.1 气味:无刺鼻气味; 3.1.2 外观:表面无气泡、无杂质、无飞边、无缺胶、无脱层、色泽一致、无局部缺陷;3.1.3 尺寸:符合图纸要求;3.1.4 应采用耐工作介质的材料且材料应采用正料。 3.2 用于燃气阀门的技术要求 3.2.1 力学性能a) 硬度为(65±5)度(邵尔A);b) 扯断强度不小于9.8MPa ;c) 扯断伸长率不小于250% ;d) 永久变形不大于10% 。3.2.2 耐温性在–30℃±2℃空气中24h,目视无可见的脆化、膨胀及软化、开裂或其它损坏现象; 3.2.3 耐液体性能在23℃±2℃液体B(体积比:30%甲苯+70%异辛烷)中168h,目视无可见的脆化、软化,体积变化率不大于30%,质量变化率不大于20%; 3.3 用于液化石油气瓶阀的技术要求 3.3.1 力学性能同3.2.1条款 3.3.2 耐老化性橡胶密封圈放置在温度为100℃±2℃的空气中96h,应无开裂或明显的老化。 3.3.3 耐低温性橡胶密封圈放置在温度为-40℃±1℃的空气中24h,应无开裂或其他损坏。 3.3.4 耐介质腐蚀性橡胶密封圈在温度为23℃±2℃的正戊烷溶液中浸泡70h后,体积膨胀
标准公差等级表
最新的标准公差等级表 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密f ±1° ±30′ ±20′ ±10′ ±5′
中等m 粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′ 最粗v ±3° ±2° ±1° ±30′ ±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5 K 0.6 0.8 1 L 0.6 1 1.5 2
相关文档
- 橡胶检测标准
- 正丰牌EPDM型橡胶密封圈企业标准
- 橡胶国家标准大全
- 橡胶制品的生产执行标准及生产工艺流程
- GBT 3672.2-2002 橡胶制品的公差 第2部分: 几何公差
- 橡胶产品公差标准(各国标准)
- 橡胶密封件的尺寸设计
- ASTMD624标准(橡胶和热塑性弹性体抗撕裂强度)讲解
- 橡胶产品公差标准(各国标准)
- 模压产品公差
- 橡胶检测标准
- 橡胶制品的公差 第2部分:几何公差(标准状态:现行)
- GBT 3672(1992)模压、压出和压延实心橡胶制品的尺寸公差
- 硅胶制品尺寸公差控制和不良出现的原因【干货】
- 橡胶国家标准大全
- 一般公差 未注尺寸及几何公差的规定
- 正丰牌EPDM型橡胶密封圈企业标准
- ISO3302-1-1996E (中文版) 橡胶制品公差[1]
- (GBT 3672.1-2002) 橡胶制品的公差 第1部分 尺寸公差
- 橡胶技术要求大全