ASTM A487-93(98)
D
1This speci?cation is under the jurisdiction of ASTM Committee A-1on Steel, Stainless Steel,and Related Alloysand is the direct responsibility of Subcommittee A01.18on Castings.
Current edition approved Dec.15,1993.Published April1994.Originally published as A487–https://www.sodocs.net/doc/4a2709059.html,st previous edition A487/A487M–91.
2For ASME Boiler and Pressure Vessel Code applications see related Speci?-cations SA-487in Section II of that code.
3Annual Book of ASTM Standards,V ol01.03.
4Annual Book of ASTM Standards,V ol01.02.
5Annual Book of ASTM Standards,V ol03.03.
6Available from American Society of Mechanical Engineers,345E.47th St., New York,NY10017.
7Available from Manufacturer’s Standardization Society of the Valve and Fittings Industry,127Park St.,N.E.Vienna,V A22180.
1
AMERICAN SOCIETY FOR TESTING AND MATERIALS
100Barr Harbor Dr.,West Conshohocken,PA19428 Reprinted from the Annual Book of ASTM Standards.Copyright ASTM
7.Tensile Requirements
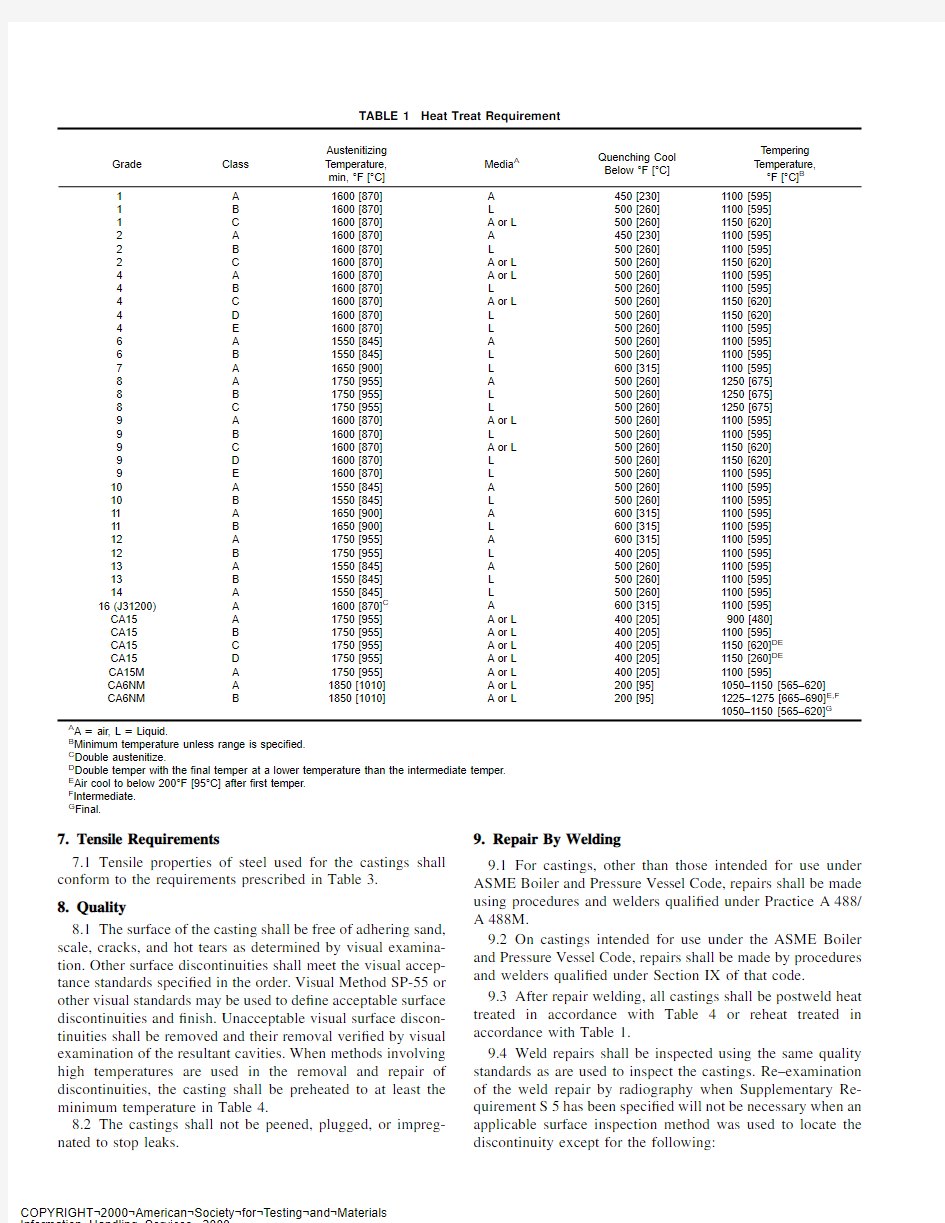
7.1Tensile properties of steel used for the castings shall conform to the requirements prescribed in Table 3.
8.Quality
8.1The surface of the casting shall be free of adhering sand,scale,cracks,and hot tears as determined by visual examina-tion.Other surface discontinuities shall meet the visual accep-tance standards speci?ed in the order.Visual Method SP-55or other visual standards may be used to de?ne acceptable surface discontinuities and ?nish.Unacceptable visual surface discon-tinuities shall be removed and their removal veri?ed by visual examination of the resultant cavities.When methods involving high temperatures are used in the removal and repair of discontinuities,the casting shall be preheated to at least the minimum temperature in Table 4.
8.2The castings shall not be peened,plugged,or impreg-nated to stop leaks.
9.Repair By Welding
9.1For castings,other than those intended for use under ASME Boiler and Pressure Vessel Code,repairs shall be made using procedures and welders quali?ed under Practice A 488/A 488M.
9.2On castings intended for use under the ASME Boiler and Pressure Vessel Code,repairs shall be made by procedures and welders quali?ed under Section IX of that code.
9.3After repair welding,all castings shall be postweld heat treated in accordance with Table 4or reheat treated in accordance with Table 1.
9.4Weld repairs shall be inspected using the same quality standards as are used to inspect the castings.Re–examination of the weld repair by radiography when Supplementary Re-quirement S 5has been speci?ed will not be necessary when an applicable surface inspection method was used to locate the discontinuity except for the following:
TABLE 1Heat Treat Requirement
Grade Class Austenitizing Temperature,min,°F [°C]Media A Quenching Cool Below °F [°C]Tempering Temperature,°F [°C]B
1A 1600[870]A 450[230]1100[595]1B 1600[870]L 500[260]1100[595]1C 1600[870]A or L
500[260]1150[620]2A 1600[870]A 450[230]1100[595]2B 1600[870]L 500[260]1100[595]2C 1600[870]A or L 500[260]1150[620]4A 1600[870]A or L 500[260]1100[595]4B 1600[870]L 500[260]1100[595]4C 1600[870]A or L
500[260]1150[620]4D 1600[870]L 500[260]1150[620]4E 1600[870]L 500[260]1100[595]6A 1550[845]A 500[260]1100[595]6B 1550[845]L 500[260]1100[595]7A 1650[900]L 600[315]1100[595]8A 1750[955]A 500[260]1250[675]8B 1750[955]L 500[260]1250[675]8C 1750[955]L 500[260]1250[675]9A 1600[870]A or L 500[260]1100[595]9B 1600[870]L 500[260]1100[595]9C 1600[870]A or L
500[260]1150[620]9D 1600[870]L 500[260]1150[620]9E 1600[870]L 500[260]1100[595]10A 1550[845]A 500[260]1100[595]10B 1550[845]L 500[260]1100[595]11A 1650[900]A 600[315]1100[595]11B 1650[900]L 600[315]1100[595]12A 1750[955]A 600[315]1100[595]12B 1750[955]L 400[205]1100[595]13A 1550[845]A 500[260]1100[595]13B 1550[845]L 500[260]1100[595]14
A 1550[845]L 500[260]1100[595]16(J31200)A 1600[870]C A 600[315]1100[595]CA15A 1750[955]A or L 400[205]900[480]CA15
B 1750[955]A or L 400[205]1100[595]CA15
C 1750[955]A or L 400[205]1150[620]DE CA15
D 1750[955]A or L 400[205]1150[260]D
E CA15M A 1750[955]A or L 400[205]1100[595]
CA6NM A 1850[1010]A or L 200[95]1050–1150[565–620]CA6NM
B
1850[1010]
A or
L
200
[95]
1225–1275[665–690]E ,F 1050–1150[565–620]G
A
A 5air,L 5Liquid.
B
Minimum temperature unless range is speci?ed.C
Double austenitize.D
Double temper with the ?nal temper at a
lower temperature than the intermediate temper.E
Air cool to below 200°F [95°C]after ?rst temper.F
Intermediate.G
Final.
9.4.1Weld repairs on castings which have leaked on hydro-static test.
9.4.2Weld repairs on castings in which the depth of any cavity prepared for repair welding is more than 20%of the wall thickness or 1in.[25mm],whichever is smaller.
9.4.3Weld repairs on castings in which any cavity prepared for welding is greater than approximately 10in.2[65cm 2].
10.Product Marking
10.1Castings shall be marked for material identi?cation with the grade and class symbols (1-A,4-C,CA15-A).11.Keywords
11.1steel castings;alloy steel;stainless steel;martensitic stainless steel;pressure containing parts
TABLE 2Chemical Requirements (Maximum Percent Unless Range is Given)
Grade
1.
2.
4.
6.
7.
8.
9.
10.11.
12.
Class Type ABC Vanadium
ABC Manganese-Molyb-denum ABCDE Nickel-Chromium-Molybdenum
AB Manganese Nickel-Chromium-Molybdenum A Nickel-Chromium-Molybdenum-Vanadium A ABC Chromium-Molyb-denum ABCDE Chromium-Molyb-denum AB Nickel-Chromium-Molybde-num AB Nickel-Chromium-Molybdenum AB Nickel-Chromium-Molybdenum
Carbon 0.300.30
0.300.05–0.380.05–0.200.05–0.200.05–0.330.30
0.05–0.200.05–0.20Manganese 1.00 1.00–1.40 1.00 1.30–1.700.60–1.000.50–0.900.60–1.000.60to 1.000.50–0.800.40–0.70Phosphorus 0.040.040.040.040.040.040.040.040.040.04Sulfur 0.0450.0450.0450.0450.0450.0450.0450.0450.0450.045Silicon 0.800.800.80
0.80
0.80
0.800.800.80
0.60
0.60
Nickel ......0.40–0.800.40–0.800.70–1.00...
...
1.40–
2.000.70–1.100.60–1.00Chromium ......
0.40–0.800.40–0.800.40–0.80 2.00–2.750.75–1.100.55–0.900.50–0.800.50–0.90Molybdenum ...
0.10–0.300.15–0.300.30–0.400.40–0.600.90–1.100.15–0.300.20–0.400.45–0.650.90–1.20Vanadium 0.04–0.12.........0.03–0.10...............Boron ............0.002–0.006...............Copper
............0.15–0.50...............Residual Elements:Copper 0.500.500.500.500.500.500.500.500.500.50Nickel 0.500.50............0.50.........Chromium 0.350.35........................Mo +W 0.25...........................Tungsten ...0.100.100.100.100.100.100.100.100.10Vanadium
...0.030.030.03...0.030.030.030.030.03Total content of residual elements
1.00
1.00
0.60
0.60
0.60
0.60
1.00
0.60
0.50
0.50
Grade
13.14.16CA15CA15M CA6NM
Class Type
AB Nickel-Molybdenum A Nickel-Molybdenum A
Low Carbon Manganese-Nickel (J31200)ABCD Martensitic Chromium A
Martensitic Chromium
AB Martensitic Chromium Nickel
Carbon 0.30
0.55
0.12B 0.150.150.06Manganese 0.80–1.100.80–1.10 2.10B 1.00 1.00 1.00Phosphorus 0.040.040.020.0400.0400.04Sulfur 0.0450.0450.020.0400.0400.03Silicon 0.60
0.60
0.50
1.500.65 1.00Nickel 1.40–1.75 1.40–1.75 1.00–1.40 1.00
1.0
3.5–
4.5Chromium ...
...
...11.5–14.011.5–14.011.5–14.0Molybdenum 0.20–0.300.20–0.30...0.500.15–1.00.4–1.0Boron ..................Copper
..................Residual Elements Copper 0.500.500.200.500.500.50Nickel ..................Chromium 0.400.400.20.........Molybdenum ......0.10.........Tungsten 0.100.100.100.100.100.10Vanadium
0.030.030.020.050.050.05Total content of residual elements
0.75
0.75
0.50
0.50
0.50
0.50
A Proprietary steel composition.
B
For each reduction of 0.01%below the speci?ed maximum carbon content,an increase of 0.04%manganese above the speci?ed maximum will be permitted up to a maximum of 2.30
%.
TABLE3Required Mechanical Properties
Previous Designation Grade Class
Tensile Strength,A
min,ksi[MPa]
Yield Strength,
min,ksi[MPa],
at0.2%Offset
Elongation,2in.
[50mm]or4d,
min,%
Reduction
of Area,
min%
Hardness
max,HRC
[HB]
Max
Thickness,
in.[mm]
1N1A85[585]–110[760]55[380]2240
1Q1B90[620]–115[795]65[450]2245
1C90[620]65[450]224522[235]
2N2A85[585]–110[760]53[365]2235
2Q2B90[620]–115[795]65[450]2240
2C90[620]65[450]224022[235]
4N4A90[620]–115[795]60[415]1840
4Q4B105[725]–130[895]85[585]1735
4C90[620]60[415]183522[235]
4D100[690]75[515]173522[235]
4QA4E115[795]95[655]1535
6N6A115[795]80[550]1830
6Q6B120[825]95[655]1225
7Q7A115[795]100[690]1530 2.5[63.5]
8N8A85[585]–110[760]55[380]2035
8Q8B105[725]85[585]1730
8C100[690]75[515]173522[235]
9N9A90[620]60[415]1835
9Q9B105[725]85[585]1635
9C90[620]60[415]183522[235]
9D100[690]75[515]173522[235]
9E115[795]95[655]1535
10N10A100[690]70[485]1835
10Q10B125[860]100[690]1535
11N11A70[484]–95[655]40[275]2035
11Q11B105[725]–130[895]85[585]1735
12N12A70[485]–95[655]40[275]2035
12Q12B105[725]–130[895]85[585]1735
13N13A90[620]–115[795]60[415]1835
13Q13B105[725]–130[895]85[585]1735
14Q14A120[825]–145[1000]95[655]1430
16N16(J31200)A70[485]–95[655]40[275]2235
CA15A CA15A140[965]–170[1170]110[760]–130[895]1025
CA15CA15B90[620]–115[795]65[450]1830
CA15C90[620]60[415]183522[235]
CA15D100[690]75[515]173522[235]
CA15M CA15M A90[620]–115[795]65[450]1830
CA6NM CA6NM A110[760]–135[930]80[550]1535
CA6NM CA6NM B100[690]75[515]173523[255]B
A Minimum ksi,unless range is given.
B Test Methods and De?nitions A370,Table3a does not apply to CA6NM.The conversion given is based on CA6NM test coupons.(For example,see ASTM STP756.8)
SUPPLEMENTARY REQUIREMENTS
The following supplementary requirements shall not apply unless speci?ed in the purchase order.
A list of standardized supplementary requirements for use at the option of the purchaser is included in Speci?cation A703/A703M.Those which are ordinarily considered suitable for use with this speci?cation are given below.Others enumerated in Speci?cation A703/A
S1.Unspeci?ed Elements
S4.Magnetic Particle Inspection
S5.Radiographic Inspection
S8.Charpy Impact Test
S8.1In addition to the requirements listed in S8of Speci-?cation A703/A703M,the following speci?c requirements apply to this speci?cation:
S8.1.1When S8is speci?ed for Grades1B,2B,4B,6B, 7A,8B,9B,or10B,impact properties shall be determined by performing a Charpy V-notch impact test at?50°F[?46°C] with a speci?c minimum average value of15ft-lb[20J]and a speci?ed minimum single value of10ft-lb[14J].Other temperatures may be used upon agreement between the manu-facturer and the purchaser,in which case S8.1.3shall apply. Other higher speci?ed minimum average and single values may be used upon agreement between the manufacturer and the purchaser.
S8.1.2Impact requirements for grades other than1B,2B, 4B,6B,7A,8B,9B,and10B shall be agreed upon between the manufacturer and the purchaser.
S8.1.3When an impact test temperature other than?50°F [?46°C]is used for those grades listed in S8.1.1,the lowest test temperature at which the material meets the impact requirements shall be stamped with low stress stamps imme-diately ahead of the material symbol on the raised pad(for example,2510B for+25°F[?4°C]and02510B for?25°F [?32°C]).
S10.Examination of Weld Preparation
S10.1The method of performing the magnetic particle or liquid penetrant test shall be in accordance with Practice E709 or Practice E165.
TABLE4Minimum Pre-Heat and Post Weld Heat Treat Requirements
Grade Class
Minimum Pre-Heat
Temperature,°F[°C]
Post Weld Heat Treat,°F[°C]
1A,B200[95]1100[595]A minimum
1C200[95]1150[620]A minimum
2A,B200[95]1100[595]A minimum
2C200[95]1150[620]A minimum
4A,B,E200[95]1100[595]A minimum
4C,D200[95]1150[620]A minimum
6A,B300[150]1100[595]A minimum
7A300[150]1100[595]A minimum
8A,B,C300[150]1250[675]A minimum
9A,B,E300[150]1100[595]A minimum
9C,D300[150]1150[620]A minimum
10A,B300[150]1100[595]A minimum
11A,B300[150]1100[595]A minimum
12A,B300[150]1100[595]A minimum
13A,B400[205]1100[595]A minimum
14A400[205]1100[595]A minimum
16(J31200)A50[10]1100[595]A minimum
CA15A400[205]1750[955]air cool or liquid quench below400°F[205°C]temper at900°F[480°C]minimum CA15B400[205]1100[595]A minimum
CA15C,D400[205]1150[620]A minimum
CA15M A400[205]1100[595]A minimum
CA6NM A50[10]Final temper between1050[565]and1150[620]
CA6NM B50[10]Intermediate PWHT between1225[665]and1275[690]
Final temper PWHT1050[565]and1150[620]B
A Post weld heat treat temperature must be at or below the?nal tempering temperature.
B The intermediate and?nal PWHT temperatures shall be the same as the intermediate and?nal tempering temperatures,respectively,as the original heat treatment
of the castings.Cool to below200°F[95°C]between the intermediate and?nal PWHT.
The American Society for Testing and Materials takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this https://www.sodocs.net/doc/4a2709059.html,ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.
This standard is subject to revision at any time by the responsible technical committee and must be reviewed every?ve years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,100Barr Harbor Drive,West Conshohocken,PA19428.