界面。 4.3先选择需进行编辑的程序TTT6,再按下“F1”键进入(程序PROGRAM)编辑界面,画面显示出选择的程序。按右侧的“↑”、“↓”键移动光标选择的程序段37(若程序中有中文注释时会以日文方式显示,对程序执行无影响)。 4.3按“F1”键进入编辑界面对程序段进行修改,此时光标在“3”字处闪,表示此字符可进行修改。按“←”和“→”键可移动光标,连续按“→”键10次后光标移动到“0”字(新)机器人示教器操作说明
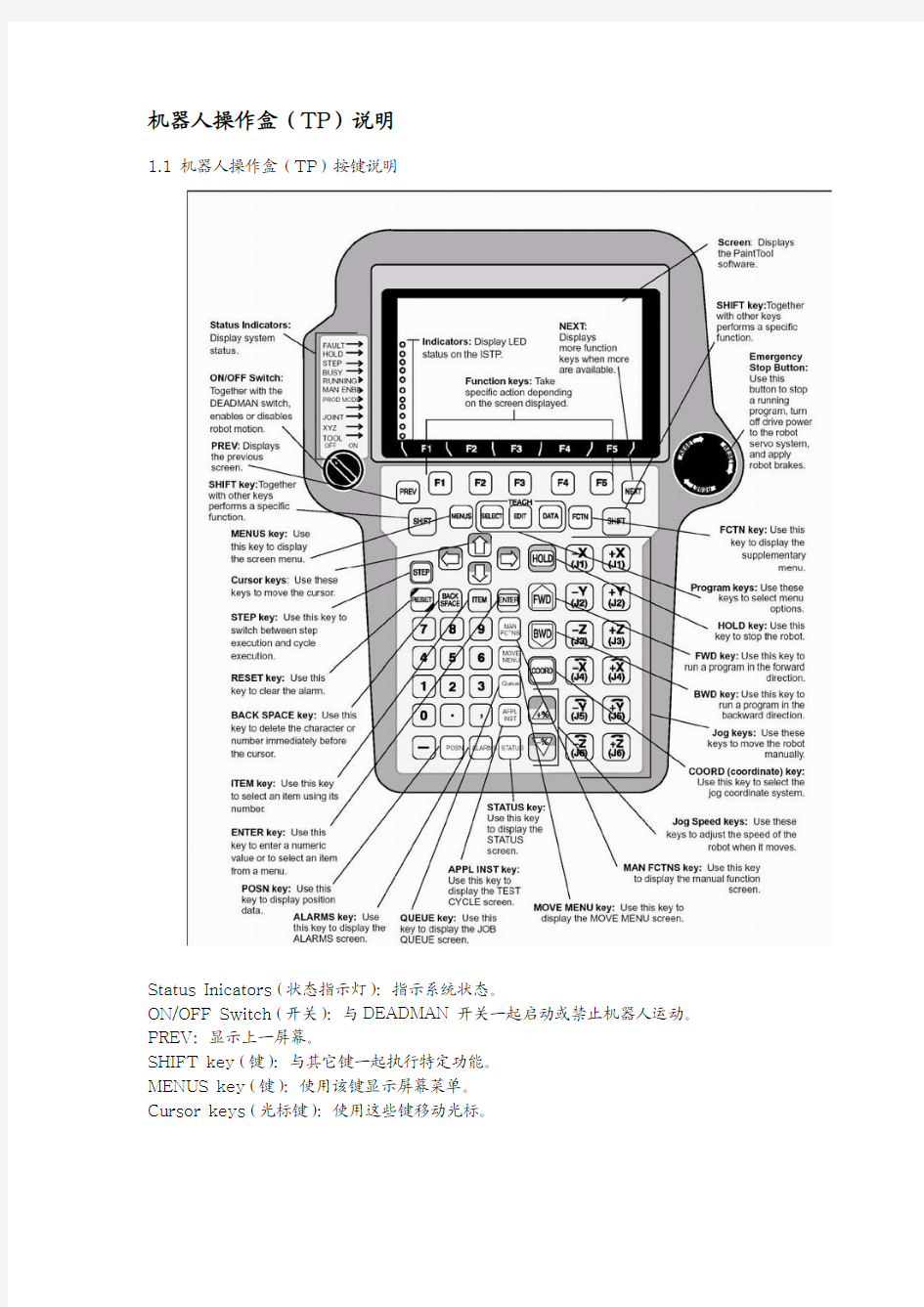
一.示教操作盘面板介绍 示教操作盘是主管应用工具软件与用户之间的接口的操作装置。示教操作盘经由电缆与控制装置内部的主CPU印刷电路板和机器人控制印刷电路板连接。 示教操作盘在进行如下操作时使用。 ●机器人的JOG进给
●程序创建 ●程序的测试执行 ●操作执行 ●状态确认 示教操作盘由如下构件构成。 ●横向40字符、纵向16行的液晶画面显示屏 ●61个键控开关 ●示教操作盘有效开关 ●Deadman开关 ●急停按钮 1.示教操作盘有效开关 在盘左上角,如右图所示: 其将示教操作盘置于有效状态。示教操作盘处在无效状态下,不能进行JOG进给、程序创建和测试执行等操作。 2.Deadman开关 在盘背面,如右图所示两黄色键: 示教操作盘处在有效状态下松开此开关时,机器人 将进入急停状态。
3.急停按钮 在盘右上角,如右图所示红色键: 不管示教操作盘有效开关的状态如何,都会使 执行中的程序停止,机器人伺服电源被切断,使 得机器人进入急停状态。 示教操作盘的键控开关,由如下开关构成。 ●与菜单相关的键控开关 ●与JOG相关的键控开关 ●与执行相关的键控开关 ●与编辑相关的键控开关 1.与菜单相关的键控开关: 1.)、、、、 功能( F )键,用来选择液晶画面最下行的功能键菜单。2.) 翻页键将功能键菜单切换到下一页。
3.)、 MENU(画面选择)键,按下,显示出画面菜单。 FCTN(辅助)键用来显示辅助菜单。 4.)、、、、、、、、SELECT(一览)键用来显示程序一览画面。 EDIT(编辑)键用来显示程序编辑画面。 DATA(数据)键用来显示寄存器等数据画面。 OTF键用来显示焊接微调整画面。 STATUS(状态显示)键用来显示状态画面。 I/O(输入/输出)键用来显示I/O画面。 POSN(位置显示)键用来显示当前位置画面。 DISP单独按下的情况下,移动操作对象画面。在与SHIFT键同时按下的情况下,分割画面(1个画面、2个画面、3个画面、状态/1 个画面)。 DIAG/HELP单独按下的情况下,移动到提示画面。在与SHIFT键同时按下的情况下, 移动到报警画面。 2.与JOG相关的键控开关 1.) SHIFT键与其他按键同时按下时,可以进行JOG进给、位置数据的示教、程序的启动等特定功能。左右的SHIFT键功能相同。
机器人点焊操作说明书-推荐下载
按下该按钮控制夹具夹紧,当夹具夹紧到位后指示灯亮。 按下该按钮控制夹具松开,当夹具松开到位后指示灯亮。 按钮盒急停按钮: 紧急情况下拍下该按钮,机器人停止运行,防止发生意外。将拍下的按钮按箭头方向 故障复位”按钮或者“机器人启动”按钮后,机器人才能正常运行。 双手预约按钮: 同时按下两按钮,进行机器人焊接预约。预约成功则预约取消指示灯亮。 预约取消按钮: 双手预约按钮 双手预约按钮 、管路敷设技术通过管线不仅可以解决吊顶层配置不规范高中资料试卷问题,而且可保障各类管路习题到位。在管路敷设过程中,要加强看护关于管路高中资料试卷连接管口处理高中资料试卷弯扁度固定盒位置保护层防腐跨接地线弯曲半径标高等,要求技术交底。管线敷设技术包含线槽、管架等多项方式,为解决高中语文电气课件中管壁薄、接口不严等问题,合理利用管线敷设技术。线缆敷设原则:在分线盒处,当不同电压回路交叉时,应采用金属隔板进行隔开处理;同一线槽内,强电回路须同时切断习题电源,线缆敷设完毕,要进行检查和检测处理。、电气课件中调试对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行 高中资料试卷调整试验;通电检查所有设备高中资料试卷相互作用与相互关系,根据生产工艺高中资料试卷要求,对电气设备进行空载与带负荷下高中资料试卷调控试验;对设备进行调整使其在正常工况下与过度工作下都可以正常工作;对于继电保护进行整核对定值,审核与校对图纸,编写复杂设备与装置高中资料试卷调试方案,编写重要设备高中资料试卷试验方案以及系统启动方案;对整套启动过程中高中资料试卷电气设备进行调试工作并且进行过关运行高中资料试卷技术指导。对于调试过程中高中资料试卷技术问题,作为调试人员,需要在事前掌握图纸资料、设备制造厂家出具高中资料试卷试验报告与相关技术资料,并且了解现场设备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。 、电气设备调试高中资料试卷技术电力保护装置调试技术,电力保护高中资料试卷配置技术是指机组在进行继电保护高中资料试卷总体配置时,需要在最大限度内来确保机组高中资料试卷安全,并且尽可能地缩小故障高中资料试卷破坏范围,或者对某些异常高中资料试卷工况进行自动处理,尤其要避免错误高中资料试卷保护装置动作,并且拒绝动作,来避免不必要高中资料试卷突然停机。因此,电力高中资料试卷保护装置调试技术,要求电力保护装置做到准确灵活。对于差动保护装置高中资料试卷调试技术是指发电机一变压器组在发生内部故障时,需要进行外部电源高中资料试卷切除从而采用高中资料试卷主要保护装置。
KUKA简单操作说明书
KUKA简单操作说明书 一、KUKA控制面板介绍 1、示教背面 在示教盒的背面有三个白色和一个绿色的按钮。三个白色按钮是使能开关(伺服上电),用在T1和T2模式下。不按或者按死此开关,伺服下电,机器人不能动作;按在中间档时,伺服上电,机器人可以运动。绿色按钮是启动按钮。 Space Mouse为空间鼠标又称6D鼠标。 2、示教盒正面 急停按钮: 这个按钮用于紧急情况时停止机器人。一旦这个按钮被按下,机器人的伺服电下,机器人立即停止。 需要运动机器人时,首先要解除急停状态,旋转此按钮可以抬起它并解除急停状态,然后按功能键“确认(Ackn.)”,确认掉急停的报警信息才能运动机器人。 伺服上电: 这个按钮给机器人伺服上电。此按钮必须在没有急停报警、安全门关闭、机器人处于自动模式(本地自动、外部自动)的情况下才有用。 伺服下电: 这个按钮给机器人伺服上电。
模式选择开关: T1模式:手动运行机器人或机器人程序。在手动运行机器人或机器人程序时,最大速度都为250mm/s。 T2模式:手动运行机器人或机器人程序。在手动运行机器人时,最大速度为250mm/s。在手动运行机器人程序时,最大速度为程序中设定的速度。 本地自动:通过示教盒上的启动按钮可以使程序自动运行。 外部自动:必须通过外部给启动信号才能自动执行程序。 退出键: 可以退出状态窗口、菜单等。 窗口转换键: 可以在程序窗口、状态窗口、信息窗口之间进行焦点转换。当某窗口背景呈蓝色时,表示此窗口被选中,可以对这个窗口进行操作,屏幕下方的功能菜单也相应改变。 暂停键: 暂停正在运行的程序。按“向前运行”或“向后运行”重新启动程序。 向前运行键: 向前运行程序。在T1和T2模式,抬起此键程序停止运行,机器人停止。 向后运行键: 向后运行程序。仅在T1和T2模式时有用。 回车键: 确认输入或确认指令示教完成。 箭头键: 移动光标。 菜单键: 用菜单键打开相应菜单,通过箭头键选择子菜单,回车键使选中的菜单被应用。用退出键退出打开的菜单。 状态键: 选择机器人的操作状态。
ABB 机器人简单操作指南
ABB机器人简单操作指南 1 机器人主要由以下两部分组成 控制柜机械手控制柜和机械手之间由两条电缆连接 可以用示教器或位于控制柜上的操作盘来控制机械手,见下图 2 机械手 下图显示了机械手上不同的轴的可移动的方向
3 控制柜 下图显示了控制柜的主要部分 示教器 操作盘主开关 驱动磁盘 4 操作盘 下图描述了操作盘的功能 电机开按钮及指示灯操作模式选择开关 急停,如果按下请拉出来工作时间计数器,显示机械手 的工作时间电机开 在电机开状态,机器人的电机被激活,Motors On按钮保持常亮. 常亮准备执行程序 快速闪烁(4Hz) 机器人没有校准或选择计数器没有更新.电机已经打开. 慢速闪烁(1Hz)一个保护停机被激活,电机关闭.
工作模式自动(生产模式) 在这个模式下,当运行准备就绪后,不能用控制杆手动移动机器人 工作模式手动减速运行(程序模式) 在机器人工作区域里面对其编程时候.也用于在电机关状态设置机器人. 工作模式手动全速(选择,测试模式) 用来在全速情况下运行程序 急停 当按下按钮时,无论机器人处于什么状态都立即停止.要重新启动需将按钮恢复工作时间计数器 显示机械手工作的时间 5 示教器 见下图 控制运行 使能设备 显示屏 控制杆 急停按钮手动慢速运行:打开手动慢速运行窗口 编程: 打开编程及测试窗口
输入/输出:打开输入输出窗口,用来手动操作输入输出信号 其它:打开其它窗口如系统参数,维护,生产及文件管理窗口. 停止: 停止程序执行 对比度: 调节显示屏的对比度 菜单键: 按下后显示包含各种命令的菜单 功能键: 按下后直接选择各种命令 动作单元: 按下后手动慢速运行机器人或其它机械元件 动作形式: 按下后选择怎样手动慢速运行机器人,再定位或直线 动作形式: 轴-轴移动. 1=轴1-3, 2=轴4-6 增加: 增加手动慢速运行开/关 列表: 按下后将指针从一个窗口移到另一个窗口(通常由双画线分开) 返回/翻页: 按下翻页或返回上级菜单 删除: 删除选中的参数 确认: 按下输入数据
A 机器人操作培训 S C IRB 说明书 完整版
S4C IRB 基本操作 培训教材 目录 1、培训教材介绍 2、机器人系统安全及环境保护 3、机器人综述 4、机器人启动 5、用窗口进行工作 6、手动操作机器人 7、机器人自动生产 8、编程与测试 9、输入与输出 10、系统备份与冷启动 11、机器人保养检查表 附录1、机器人安全控制链 附录2、定义工具中心点 附录3、文件管理 1、培训教材介绍 本教材解释ABB机器人的基本操作、运行。 你为了理解其内容不需要任何先前的机器人经验。 本教材被分为十一章,各章分别描述一个特别的工作任务和实现的方法。各章互相间有一定联系。因此应该按他们在书中的顺序阅读。 借助此教材学习操作操作机器人是我们的目的,但是仅仅阅读此教材也应该能帮助你理解机器人的基本的操作。 此教材依照标准的安装而写,具体根据系统的配置会有差异。
机器人的控制柜有两种型号。一种小,一种大。本教材选用小型号的控制柜表示。大的控制柜的柜橱有和大的一个同样的操作面板,但是位于另一个位置。 请注意这教材仅仅描述实现通常的工作作业的某一种方法,如果你是经验丰富的用户,可以有其他的方法。 其他的方法和更详细的信息看下列手册。 《使用指南》提供全部自动操纵功能的描述并详细描述程序设计语言。此手册是操作员和程序编制员的参照手册。 《产品手册》提供安装、机器人故障定位等方面的信息。 如果你仅希望能运行程序,手动操作机器人、由软盘调入程序等,不必要读8-11章。 2、机器人系统安全及环境保护 机器人系统复杂而且危险性大,在训练期间里,或者任何别的操作过程都必须注意安全。无论任何时间进入机器人周围的保护的空间都可能导致严重的伤害。只有经过培训认证的人员才可以进入该区域。请严格注意。 以下的安全守则必须遵守。 ?万一发生火灾,请使用二氧化碳灭火器。 ?急停开关(E-Stop)不允许被短接。 ?机器人处于自动模式时,不允许进入其运动所及的区域。 ?在任何情况下,不要使用原始盘,用复制盘。 ?搬运时,机器停止,机器人不应置物,应空机。 ?意外或不正常情况下,均可使用E-Stop键,停止运行。在编程,测试及维修时必须注意既使在低速时,机器人仍然是非常有力的,其动量很大,必须将机器人置于手动模式。 ?气路系统中的压力可达0.6MP,任何相关检修都要断开气源。 ?在不用移动机器人及运行程序时,须及时释放使能器(Enable Device)。?调试人员进入机器人工作区时,须随身携带示教器,以防他人无意误操作。?在得到停电通知时,要预先关断机器人的主电源及气源。 ?突然停电后,要赶在来电之前预先关闭机器人的主电源开关,并及时取下夹具上的工件。 ?维修人员必须保管好机器人钥匙,严禁非授权人员在手动模式下进入机器人软件系统,随意翻阅或修改程序及参数。 安全事项在《用户指南》安全一章中有详细说明。 如何处理现场作业产生的废弃物 现场服务产生的危险固体废弃物有:废工业电池、废电路板、废润滑油和废油脂、粘油回丝或抹布、废油桶。
A机器人操作培训SCIRB说明书完整版
S4C IRB 基本操作培训教材
目录 1、培训教材介绍 2、机器人系统安全及环境保护 3、机器人综述 4、机器人启动 5、用窗口进行工作 6、手动操作机器人 7、机器人自动生产 8、编程与测试 9、输入与输出 10、系统备份与冷启动 11、机器人保养检查表 附录1、机器人安全控制链 附录2、定义工具中心点 附录3、文件管理
1、培训教材介绍 本教材解释ABB机器人的基本操作、运行。 你为了理解其内容不需要任何先前的机器人经验。 本教材被分为十一章,各章分别描述一个特别的工作任务和实现的方法。各章互相间有一定联系。因此应该按他们在书中的顺序阅读。 借助此教材学习操作操作机器人是我们的目的,但是仅仅阅读此教材也应该能帮助你理解机器人的基本的操作。 此教材依照标准的安装而写,具体根据系统的配置会有差异。 机器人的控制柜有两种型号。一种小,一种大。本教材选用小型号的控制柜表示。大的控制柜的柜橱有和大的一个同样的操作面板,但是位于另一个位置。 请注意这教材仅仅描述实现通常的工作作业的某一种方法,如果你是经验丰富的用户,可以有其他的方法。 其他的方法和更详细的信息看下列手册。 《使用指南》提供全部自动操纵功能的描述并详细描述程序设计语言。此手册是操作员和程序编制员的参照手册。 《产品手册》提供安装、机器人故障定位等方面的信息。 如果你仅希望能运行程序,手动操作机器人、由软盘调入程序等,不必要读8-11章。
2、机器人系统安全及环境保护 机器人系统复杂而且危险性大,在训练期间里,或者任何别的操作过程都必须注意安全。无论任何时间进入机器人周围的保护的空间都可能导致严重的伤害。只有经过培训认证的人员才可以进入该区域。请严格注意。 以下的安全守则必须遵守。 ?万一发生火灾,请使用二氧化碳灭火器。 ?急停开关(E-Stop)不允许被短接。 ?机器人处于自动模式时,不允许进入其运动所及的区域。 ?在任何情况下,不要使用原始盘,用复制盘。 ?搬运时,机器停止,机器人不应置物,应空机。 ?意外或不正常情况下,均可使用E-Stop键,停止运行。在编程,测试及维修时必须注意既使在低速时,机器人仍然是非常有力的,其动量很大,必须将机器人置于手动模式。 ?气路系统中的压力可达,任何相关检修都要断开气源。 ?在不用移动机器人及运行程序时,须及时释放使能器(Enable Device)。?调试人员进入机器人工作区时,须随身携带示教器,以防他人无意误操作。 ?在得到停电通知时,要预先关断机器人的主电源及气源。 ?突然停电后,要赶在来电之前预先关闭机器人的主电源开关,并及时取下夹具上的工件。 ?维修人员必须保管好机器人钥匙,严禁非授权人员在手动模式下进入机器人软件系统,随意翻阅或修改程序及参数。 安全事项在《用户指南》安全一章中有详细说明。 如何处理现场作业产生的废弃物 现场服务产生的危险固体废弃物有:废工业电池、废电路板、废润滑油和废油脂、粘油回丝或抹布、废油桶。 普通固体废弃物有:损坏零件和包装材料。 ?现场服务产生的损坏零件由我公司现场服务人员或客户修复后再使用; 废包装材料,我方现场服务人员建议客户交回收公司回收再利用。
FANUC机器人操作指南
FANUC 机器人操作指南 1 机器人程序 FANUC 机器人程序分为TP 、MACRO 、CAREL 几种类型。 TP 为一般程序,用示教器可以创建、编辑、删除。 MARCO 为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可在示教器上创建、编辑、删除。 CAREL 为系统自带程序 ,操作者没有编辑权限。 1.1 Fanuc 机器人使用Style 方式调用程序,主程序名即为Style X ,标准见表1-1。 9: TIMER[1]=START ; 10: GO[1:Manual Style Select]=10 ; 11: RESET WS 1 ; 12: CALL POUNCE1 ; 13: CALL S10PROC1 ; 14: RUN CAP_WEAR ; 15: MOVE TO HOME ; 16: TIMER[1]=STOP ; 17: WAIT (F[1:Capwear Complete]) ; 带!的语句为程序中的注释 焊接子程序
1.2 焊接子程序S(X)PROC(X)命名,如S10PROC1,其中S10代表被STYLE10调用,PROC1即为焊接PROCESS。 1: !******************************** ; 2: !STYLE10: PROCESS1 ; 3: !******************************** ; 4: !SAIC Motor ; 5: !Station RBS010 Robot 1 ; 6: !PROGRAM W261 ; 7: !******************************** ; 8: !BEGIN PROCESS - PATH SEGMENT ; 9: SET SEGMENT(50) ; 10: UTOOL_NUM=1 ; 11: UFRAME_NUM=0 ; 12: PAYLOAD[1] ; 13:J P[1] 100% CNT100 ; 14:J P[2] 100% CNT100 ; 15:J P[3] 100% CNT100 ; 16:J P[4] 100% CNT50 ; 焊点号,将机器人光标移到P[X]上,点击 ENTER键即可编辑。
FANUC机器人示教器的简单认识.
FANUC机器人示教器的简单认识 示教器是主管应用工具软件与用户(机器人)之间的接口操作装置。示教器通过电缆与控制柜连接。我们在机器人的点动进给、程序创建、程序的测试执行、操作执行和姿态确认等等操作时都会使用示教器。 一、示教器开关 示教器具有如下开关: 开关功能 示教器有效开关 将示教器置于有效状态。示教器无效时,点动进给、程序创建、测试执行无法进行。 安全开关 三位置安全开关,按到中间位置成为有效。有效时,从安全开关松开手、或者用力将其握住时,机器人就会停止。 急停按钮 不管示教器有效开关的状态如何,机器人都会停止(停止方法的详情,请参照“为了安全使用”的“机器人的停止方法”)。 表一:示教器开关
二、示教器按键 示教器按键由与菜单相关的按键、与点动相关的按键、与执行相关的按键、与编辑相关的按键和其他按键组成。
(1)与应用相关的按钮 按键功能 功能键(F),用来选择画面最下行的功 能键菜单。 NEXT(翻页)键将功能键菜单切换到 下一页。
按下[MENU](菜单)键,显示出画面 菜单。 FCTN(辅助)键用来显示辅助菜单。 SELECT(一览)键用来显示程序一览 画面。 EDIT(编辑)键用来显示程序编辑界 面。 DATA(数据)键用来显示数据画面。 POSN(位置显示)键用来显示当前位 置画面。 单独按下的情况下,移动操作对象画 面。 在与SHIFT键同时按下的情况下,分 割屏幕(单屏、双屏、三屏)。 单独按下的情况下,移动到提示画面。 在于SHIFT键同时按下的情况下,移 动到报警界面。 单独按下时,按照G1→G1S→G2→G 2S→…的顺序,依次切换组、副组。 按住GROUP(组切换)键的同时,按 住希望变更的组号码的数字键,即可变更为 该组。 HANDLING TOOL(搬运工具)用示 教器上的应用专用按键。应用专用按键根据 应用而有所不同。 注释: GROUP键,只有在订购了多动作和附加轴控制的软件选项,追加并启动附加轴和独立附加轴的情况下才有效。
机器人示教器操作说明
一.示教操作盘面板介绍 示教操作盘就是主管应用工具软件与用户之间的接口的操作装置。示教操作盘经由电缆与控制装置内部的主CPU印刷电路板与机器人控制印刷电路板连接。 示教操作盘在进行如下操作时使用。 ●机器人的JOG进给 ●程序创建
●程序的测试执行 ●操作执行 ●状态确认 示教操作盘由如下构件构成。 ●横向40字符、纵向16行的液晶画面显示屏 ●61个键控开关 ●示教操作盘有效开关 ●Deadman开关 ●急停按钮 1、示教操作盘有效开关 在盘左上角,如右图所示: 其将示教操作盘置于有效状态。示教操作盘处在无效状态下,不能进行JOG进给、程序创建与测试执行等操作。 2、Deadman开关 在盘背面,如右图所示两黄色键: 示教操作盘处在有效状态下松开此开关时,机器人 将进入急停状态。 3、急停按钮 在盘右上角,如右图所示红色键: 不管示教操作盘有效开关的状态如何,都会使 执行中的程序停止,机器人伺服电源被切断,使
得机器人进入急停状态。 示教操作盘的键控开关,由如下开关构成。 ●与菜单相关的键控开关 ●与JOG相关的键控开关 ●与执行相关的键控开关 ●与编辑相关的键控开关 1、与菜单相关的键控开关: 1、)、、、、 功能( F )键,用来选择液晶画面最下行的功能键菜单。 2.) 翻页键将功能键菜单切换到下一页。 3、)、 MENU(画面选择)键,按下,显示出画面菜单。 FCTN(辅助)键用来显示辅助菜单。 4、)、、、、、、、、SELECT(一览) 键用来显示程序一览画面。 EDIT(编辑) 键用来显示程序编辑画面。 DATA(数据) 键用来显示寄存器等数据画面。 OTF键用来显示焊接微调整画面。 STATUS(状态显示) 键用来显示状态画面。 I/O(输入/输出)键用来显示I/O画面。 POSN(位置显示) 键用来显示当前位置画面。
工业机器人操作指南
一机器人示教单元使用 1.示教单元的认识 2.使用示教单元调整机器人姿势 在机器人控制器上电后使用钥匙将MODE开关打到“MANUAL”位置,双手拿起,先将示教单元背部的“TB ENABLE”按键按下。再用手将“enable”开关扳向一侧,直到听到一声“卡嗒”为止。然后按下面板上的“SERVO”键使机器人伺服电机开启,此时“F3”按键上方对应的指示灯点亮。
按下面板上的“JOG”键,进入关节调整界面,此时按动J1--J6关节对应的按键可使机器人以关节为运行。按动“OVRD↑”和“OVRD↓”能分别升高和降低运行机器人速度。各轴对应动作方向好下图所示。当运行超出各轴活动范围时发出持续的“嘀嘀”报警声。 按“F1”、“F2”、“F3”、“F4”键可分别进行“直交调整”、“TOOL调整”、“三轴直交调整”和“圆桶调整”模式,对应活动关系如下各图所示:
直交调整模式TOOL调整模式
三轴直交调整模式 圆桶调整模式 2.4在手动运行模式下按“HAND”进入手爪控制界面。在机器人本体内部设计有四组双作用
电磁阀控制电路,由八路输出信号OUT-900――OUT-907进行控制,与之相应的还有八路输入信号IN-900――IN-907,以上各I/O信号可在程序中进行调用。 按键“+C”和“-C”对应“OUT-900”和“OUT-901” 按键“+B”和“-B”对应“OUT-902”和“OUT-903” 按键“+A”和“-A”对应“OUT-904”和“OUT-905” 按键“+Z”和“-Z”对应“OUT-906”和“OUT-907” 在气源接通后按下“-C”键,对应“OUT-901”输出信号,控制电磁阀动作使手爪夹紧,对应的手爪夹紧磁性传感器点亮,输入信号到“IN-900”;按下“+C”键,对应“OUT-900”输出信号,控制电磁阀动作使手爪张开。对应的手爪张开磁性传感器点亮,输入信号到“IN-901”。 3.使用示教单元设置坐标点 先按照实训2的内容将机器人以关节调整模式将各关节调整到如下所列:J1: J5: J2: J6: J3: J4: 先按“FUNCTION”功能键,再按“F4”键退出调整界面。然后按下“F1”键进入