搜档网
当前位置:搜档网 › FMEA案例
FMEA案例
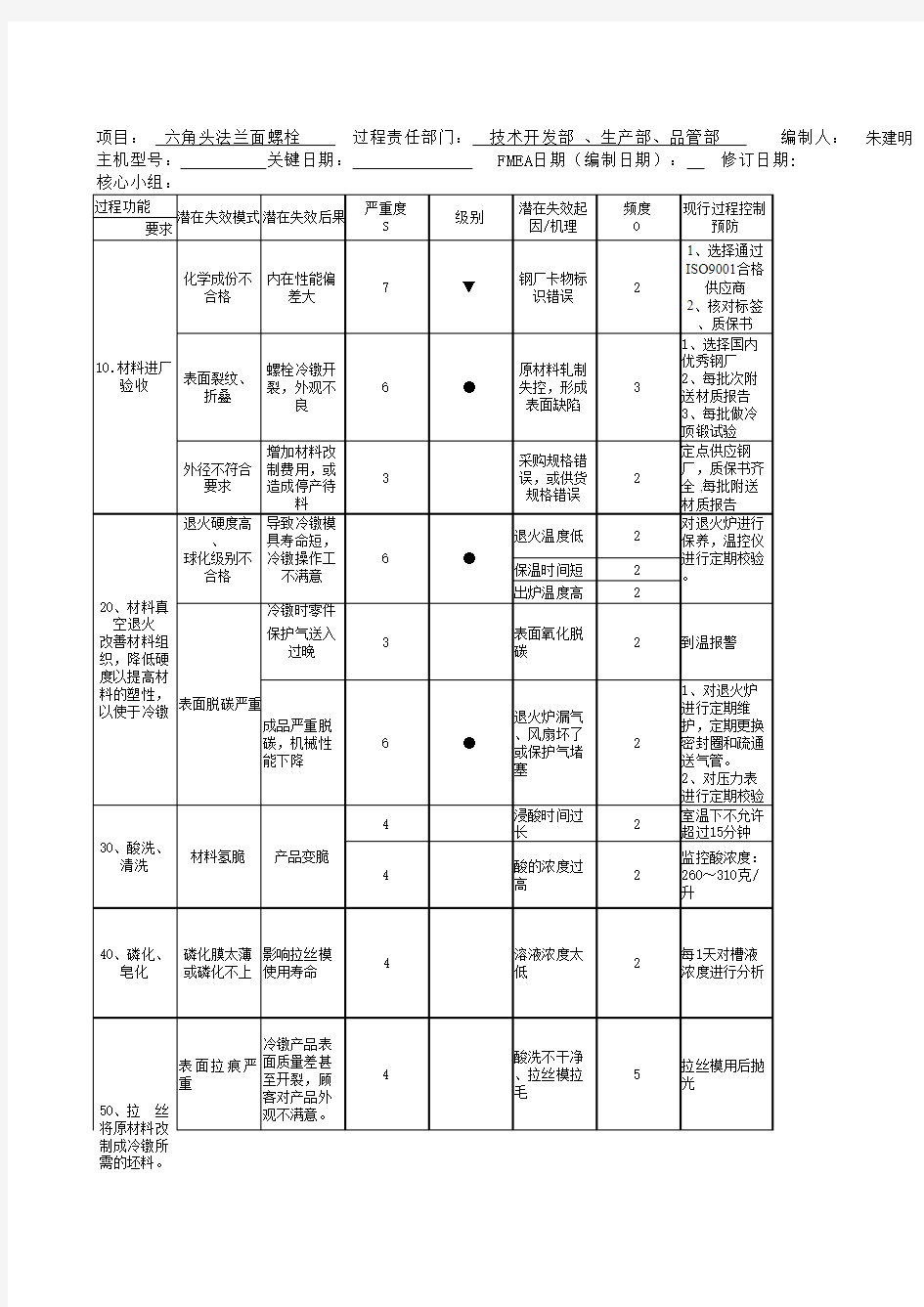

项目: 六角头法兰面螺栓 过程责任部门: 技术开发部 、生产部、品管部 编制人:朱建明 主机型号:关键日期: FMEA日期(编制日期): 修订日期:
制成冷镦所
需的坯料。
构,达到所希望的综合机械性能
1、RPN值请用函数插入,以免出现错误!
2、按本公司程序文件规定,RPN值大于80或严重度为8级以上必须采取改进措施
3、采取改进措施后,严重度不可变化
潜在失效模式及后果分析(过程PFMEA) RQ/QR-701-11管部 编制人:朱建明 第 页 共 页
修订日期: PFMEA编号: PF-2526
检检验频次
见《机加工
检验规程》
2、工人自检
RQ/QR-701-11
相关主题