CP、CPK最终版(史上最全最好的)
1.CP/CPK:英文全称为Process Capability index ,中文译文为工序能力指数。 CP: 不考虑偏移(均值是规格中心值)时的短期过程能力指数,Cp 反映的是能够达到的过程能力的最高水平,除非进行剔除普通原因的系统措施。
CPK:考虑偏移(均值不是规格中心值)时的短期过程能力指数,Cpk 反映实际的过程能力,提高的途径是减少偏移,往往是采取一些剔除特殊原因的局部措施即可提高Cpk 值。 2.CP/CPK 公式:
(1) 工序能力指数 Cp ,就是产品公差范围(T)与6σ之比。
Cp 值的大小即可定量计算出该工序的不合格品率,所以工序能力指数 Cp 的大小可以直接表示出工序品质的水平。
(2) 工序能力指数 Cp 的计算方法
在品质特性值属于计量值数据的情况下,工序能力指数的计算方法如下:
当给定双向公差,品质数据分布中心 (X ) 与公差中心 ( M ) 相一致时,用符号 Cp 表示。
S
T T S T
C L U
P 66-==
U T 公差上限,L T 公差下限 当给定双向公差,品质数据分布中心 (X ) 与公差中心 ( M ) 不一致时,即存在中心偏移量 (ε)时,用符号 Cpk 表示。 S T C PK
62ε-= ||X M -=ε T k ε
2=,∑==n i i X 1
n 1X ,()
∑=-=n i i X X 12
1-n 1S
当给定单向公差的上限公差时,常采用的公式为:
S
X
T C U PU 3-=
当给定单向公差的下限公差时,常采用的公式为:
S
T X C L
PL 3-=
某零件品质要求为 20±0.15 抽样 100件,测得:
mm X 00.20= mm S 05.0=
105
.0685.1915.2066=?-=-==
S T T S T C L U P 某零件品质要求为 20±0.15 抽样 100件,测得:
mm X 05.20= mm S 05.0=
00.20=M 05.0||=-=X M ε
67.005
.061
.03.005.0605.023.062=?-=??-=-=
S T C PK ε 某部件清洁度的要求不大于 96 毫克,抽样结果测得:
48=X 毫克 12=S
33.112
348
963=?-=-=
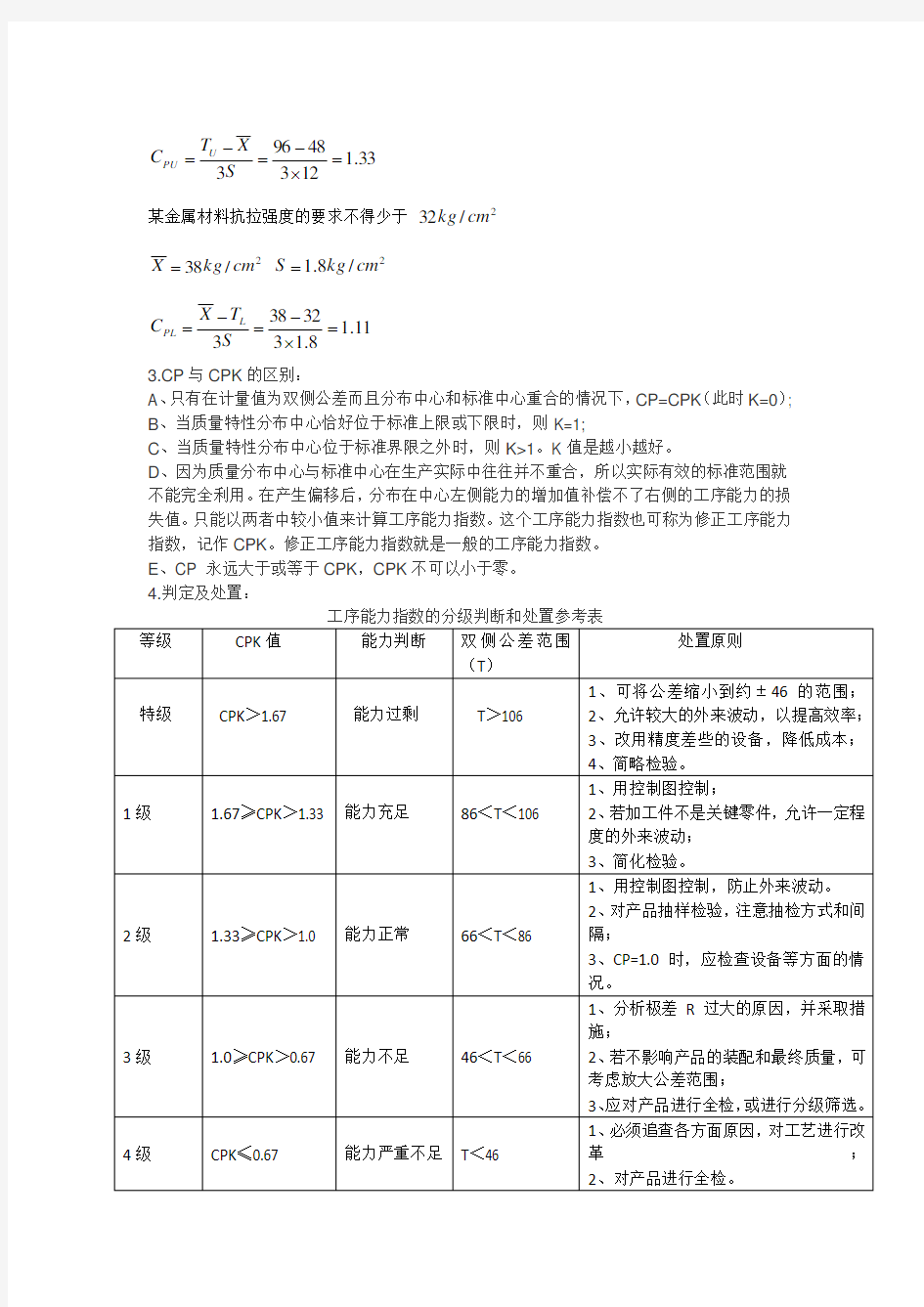
S X T C U PU 某金属材料抗拉强度的要求不得少于 2
/32cm kg
2/38cm kg X = 2/8.1cm kg S =
11.18
.1332
383=?-=-=
S T X C L PL